お世話になります。
技能検定 旋盤2級実技の 感想・手順・ポイントなどを紹介しています。
今回は 『部品①のテーパ側』のお話をいたします。
よろしくお願いします。
解説・手順の流れ(旋盤2級の目次)
私都合で申し訳ありませんが、いくつかの記事に分けさせて頂きます。
実際の手順の順番に投稿いたします。(あくまで私がやった手順ですが)
1:準備・練習のしかた
-
-
技能検定 旋盤2級実技の感想や手順やコツなど(①準備・練習)
お世話になります。 前期の技能検定を受験される方におかれましては ボチボチ『試験の概要』が届いてきた頃ではないでしょうか? 既に練習も始めている方も居られるかとは思いますが、今回から数回に分けて旋盤2 ...
続きを見る
2:試し加工中にやる事
-
-
技能検定 旋盤2級実技の感想や手順やコツなど(②準備時間・試し加工)
お世話になります。 前回から 技能検定 旋盤2級実技の 感想・手順・ポイントなどを紹介しています。 今回は 本番での『準備時間・試し加工』(練習時間)のお話をいたします。 よろしくお願いします。 解説 ...
続きを見る
3:部品①ねじ側
-
-
技能検定 旋盤2級実技の感想や手順やコツなど(③:部品①ねじ側)
お世話になります。 技能検定 旋盤2級実技の 感想・手順・ポイントなどを紹介しています。 今回は 『部品①のねじ側』のお話をいたします。 よろしくお願いします。 解説・手順の流れ(旋盤2級の目次) 私 ...
続きを見る
4:部品①テーパー側
このページです。
5:部品②テーパー側
-
-
技能検定 旋盤2級実技の感想や手順やコツなど(⑤:部品②テーパ側)
お世話になります。 技能検定 旋盤2級実技の 感想・手順・ポイントなどを紹介しています。 今回は 『部品②のテーパ側』のお話をいたします。 よろしくお願いします。 解説・手順の流れ(旋盤2級の目次) ...
続きを見る
6:部品②φ46側
-
-
技能検定 旋盤2級実技の感想や手順やコツなど(⑥:部品②φ46側)
お世話になります。 技能検定 旋盤2級実技の 感想・手順・ポイントなどを紹介しています。 今回は 『部品②のφ46側』のお話をいたします。 よろしくお願いします。 解説・手順の流れ(旋盤2級の目次) ...
続きを見る
部品① テーパー側の感想・手順・ポイントなど
ザックリした手順に沿って述べていきます。
部品①のテーパ側は 形状があまり複雑ではないので サクサク進めたいところです。
目標時間については 30分~45分 といったところでしょうか。
※参考程度に図を入れていますが 過去の資料で作成したものですので 検定用のものではありません。
チャッキング&芯出し(5分くらい)
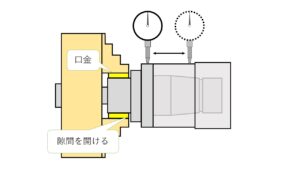
ワークを掴み 芯出しを行います。掴む位置は 偏芯部手前のφ30の部分です。
ワークの傷防止のため 口金を使用しましょう。 リング状のものが使用できないので 口金を落とさないように注意しなければいけませんね。
またワーク端面と チャックの間に 隙間を設けましょう。これも傷防止です。(減点上等!という方は当ててもいいですが)
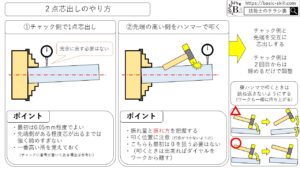
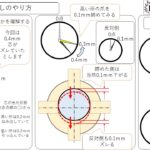
芯出しはφ55の部分で行います。 出来るだけ長い距離で2点芯出しを行います。
ねじ側で加工してない面で 芯出しを行わないように注意しましょう。
芯出しについての もう少し詳しい説明は 以前記事にしていますので、そちらをご覧いただければと思います。
-
-
【旋盤】芯出しのやり方・コツについて(②ダイヤルゲージ編)
お世話になります。 きり彦です。 今回は旋盤の芯出しについてダイヤルゲージを使ったやり方を説明します。 今回も芯ズレを0にすることを芯出しとして説明させていただきます。 トースカンでの芯出しは前回記事 ...
続きを見る
ダイヤルゲージを2個使えれば だいぶ楽になるんですが、検定では1個しか使用できないのが残念ですね・・・
端面切削&センタ穴(3分)
ねじ側同様、 端面切削とセンタ穴の加工を行いましょう。
双方とも切込み時などは 慎重に行わないと 振れの要因になるので 注意しましょう。
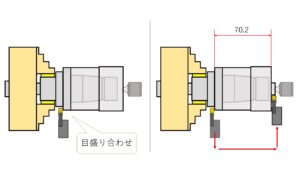
全長決め(2分)
製品に対して 材料が 5mm程度長いので それを加味して製作する必要があります。
ねじ側の加工完了後に 全長を測定して 寸法を出そうと思えば出来なくもないですが、 こちら側の端面が未加工なのでお勧めできません。
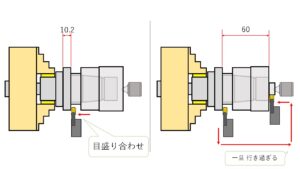
溝入れのバイトを使って ねじ側のφ55の端面から 寸法を追いかけるのが 見やすいかなと思います。
傷が入るのが気になる方は スケールや バイトの敷金の厚みを測定して 間に噛ませ、厚み分を補正する という事も出来ます。
(1級なら隙間ゲージとかで代用できるんですがね)
また ねじ側の加工時に テーパー側φ35の荒加工をしている かつ、端面側もそれなりに寸法を出している場合は、
テーパー側φ55端面で位置決めをすることもできます。
こちらなら ワークの傷も気にしなくていいですし、片刃のバイトでも作業が出来るのでお勧めです。
その場合 ハンドルの遊び(バックラッシュ)がありますので 注意しましょう。
先端のボス部は 最後に削り取りますが その際に負荷が掛かりすぎると難なので 出来るだけ径を小さくしておきましょう。
準備時間で 材料の全長を測り、ねじ側の端面加工の時点で あらかじめ4~4.5mm程度落としておいてもいいかな、とは思います。
(私の周囲では そういうやり方をしている人はあまり見かけませんが)
各段の荒加工(10分)
φ35・φ30部分の荒加工を行います。共に仕上げ代は1mm程度残しましょう。(端面側は0.2mm程度)
加工箇所は少ないものの 削り代が多いので 加工後は芯ズレが起きている場合があります。
ねじ側の加工の際、φ35部の一部を加工して ある程度仕上げている場合は、
荒加工終了前(ねじ側の時の加工面に触れる前)にもう一度芯出しが出来るので 時間がある方は 考えてみてもいいかもしれません。
各段の仕上げ加工(7分)
φ30・φ35部の仕上げ加工を行います。互いに表面粗さの指定が違いますので 気にはしておきましょう。
φ35は 図面上に寸法公差の指示がなく 一般公差となりますが、外れすぎると 部品②との勘合の際、見た目が少々悪くなりますので それなりには狙いたいところです。
端面の仕上げは φ55の部分だけ行います。
テーパー加工用の逃がし(3分)
テーパー加工時に刃物を逃がすための溝を加工します。
φ35端面部も同時に仕上げます。φ30部分は最後に仕上げますので放置します。
ここは 特に難しいところは無いとは思いますが、削り代が少ないので 径小にならないように注意しましょう。
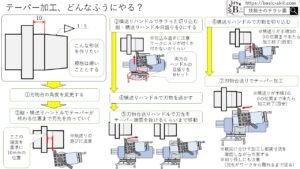
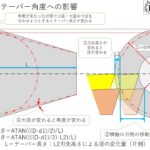
テーパー加工(10分)
旋回台を旋回させ テーパー加工を行います。
旋回時は 角度の目盛りを 目分量で確認してもいいですが、刃物台が回転しない仕様になっている場合は ダイヤルゲージを使用し、しっかり角度を出しておきましょう。
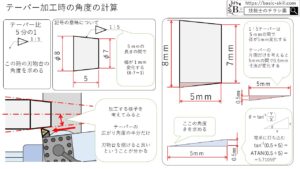
詳しくは 以前記事にしていますので そちらをご覧いただければと思います。
-
-
【旋盤】テーパー加工の手順やポイントなど
お世話になります。 前回はテーパーの角度の計算などを説明しましたが。 今回はじゃあ実際どんな感じで加工をするのか、というところをお話しします。 技能検定を重視した手順になっていますので普段使いができる ...
続きを見る
設備の構造上で 不都合が無ければ 旋回台は 旋回させたままにしておきましょう。
部品②との勘合時に 当たりが出やすくなります。(と言いますか だいたい出ます)
右端面の仕上げ&面取り(5分)
端面のボス部を削り、その後右端面の仕上げ加工を行います。
センタを外しますので 負荷を掛けすぎないように注意しましょう。
面取りのやり方は ねじ側と同様ですが、特に テーパー部分の径方向に カエリが出ていないかを確認しましょう。
まぁ、カエリの確認は 全部確認するのですが・・・勘合の際にダメージが大きくなる場合があるので。
今回は以上になります。
お読みいただきありがとうございました!