お世話になります。
前回はテーパーの角度の計算などを説明しましたが。
今回はじゃあ実際どんな感じで加工をするのか、というところをお話しします。
技能検定を重視した手順になっていますので普段使いができるかは微妙かもです。
今回もよろしくお願いします。
今回の内容
・テーパー加工の手順
・テーパー加工のポイント・注意点
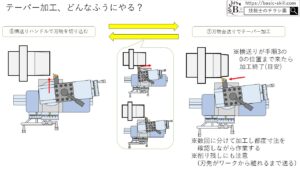
テーパー加工の手順
まずざっと手順を書いたものを貼っておきますね。(拡大しないと見づらいですが)
部品の寸法は適当に決めています。
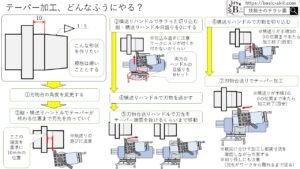
①刃物台の角度を変更する
図面の指示を読み刃物台の角度を変更します。
詳しくは前回の記事を参考にしてください。
お世話になります。 今回は旋盤作業ではお馴染みのテーパーについてお話しします。 お馴染みと言っても技能検定では角度が決まっているので実際に角度の計算などはしたことがない、という方もおられるかと思います ... 続きを見る
【旋盤】テーパー加工のやり方や角度の計算について
②縦方向の位置合わせ
縦方向の基準面に刃先を軽く当て、縦方向の位置出しを行います。基準面は図面でご確認ください。
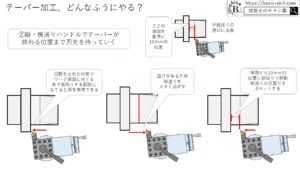
ハンドルに遊び(ガタのようなもの)がありますので位置出しの方向にはご注意を。
この操作でテーパー加工の縦方向の終点を決めます。
縦送りハンドルは目盛りを0にする必要はありませんが、途中で間違えて動かしてしまった場合や、勘合があって一旦往復台を動かす必要があるときに位置を戻しやすくなります。
検定では恐らく軸部品から加工するのであまり気にしなくて良いかもしれません。
基本的にここからは加工が終わるまで縦送りハンドルは動かしません。
③横方向の位置合わせ
主軸を回転させ(最悪停止状態でも大丈夫)ワークに刃物を軽く当てます。本当に軽くです。(切屑が出るか出ないかくらい)
苦手な方は主軸を停止しても大丈夫ですが刃先が欠けたり食い込ませすぎないように気を付けてください。
そしてハンドルの目盛りを0にセットします。横送りハンドルは目盛りを0にした方が良いかと思います。
この操作でテーパー加工の横方向の終点を取ります。
終点という言い方がピンとこないかもしれませんが、テーパー加工の削り終わった瞬間の位置がだいたいこの位置になるということです。
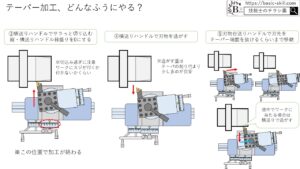
④横送りハンドルで刃物を逃がす
次の手順で刃物台を送るので、刃先がワークに当たらないように刃物をあらかじめ逃がしておきます。
逃がし量は削り代より少し多めが目安です。(後述します)
⑤刃物台送りで加工開始点まで移動する
刃物台送りで加工開始点まで移動します。基本的にはワークから少し離れた位置まで逃がしますが、場合(製品の仕様)によってはギリギリを攻めることもあります。
この時刃物がワークに当たりそうな場合は横送りでに刃物を逃がします。
⑥⑦刃物を切り込み切削を行う
ここまでやったらあとは加工するだけです。
切込み→刃物台送りで切削→刃物を戻す→切込み・・・のように作業します。
手送りにはなりますが一応、荒・中仕上げ・仕上げくらいで分けて加工しましょう。
切込みに対して正しく長さ方向の寸法が変化しているかを気にするようにしておきましょう。
加工の終わりは1ストロークごとに必ず刃先とワークが離れるまで刃物台を送ります。
テーパー角度がキツいときは切削速度の変化で仕上がりの状態が変わることもあるので気に留めておいた方がいいかもです。
-
-
【旋盤】切削速度の決め方 速いと?遅いと?どうなる?
お世話になります。 きり彦です。 今回は前回に引き続き切削速度のお話をしようかと思います。 切削速度とは「工作物を刃物が削る速度」と前回説明いたしました、ではその切削速度はどのようにして ...
続きを見る
ポイントや注意点など
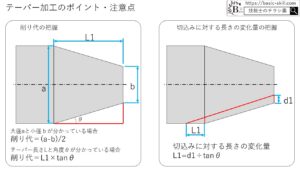
削り代・寸法の変化量の把握
削り代や切込みに対する長さ方向の変化を把握しておくのは大事です。
加工中に何かミスをしていたら気づきやすくなりますし、
切込み量と長さ方向の変化量を把握することであと少しだけ削りたいときに微調整ができます。
段取りなどの注意点
測定後などに縦送りで刃物を送った場合は刃物とワークの位置関係が変わってしまいます。
仕上げ前にこれをやると結構面倒くさいことになりますので縦送りハンドルも目盛りを0にセットしておくのが無難です。
またセンタを突いての加工の際は刃物台を後退させて時に芯押台に接触しないように注意しましょう。
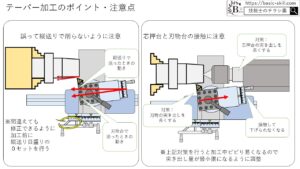
対応としては芯押台や刃物の突き出しを大きくすることですが加工中にビビりが発生しやすくなるのでできるだけ突き出しは小さくしたいですね。
おまけ:精密な作業をする人向け
旋盤加工に詳しい方はご存知のここと思いますがテーパー加工の際刃物の高さが変わるとテーパーの角度が変化します。
と言っても刃物の高さが0.1mm変わったくらいなら本当に僅かの変化になりますが。
しかし精度が要る仕事の時には頭に入れておいた方がいいかと思います。
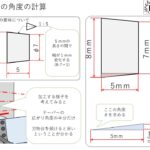
ワークの直径が小さいほど刃先高さの影響は大きくなるので、径が小さくて角度の公差が00°03′みたいなことをやろうとすると無視できなくなるのではないでしょうか。
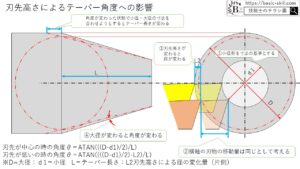
またこのことからテーパー角度の検査をするときなどでダイヤルゲージを使用する場合は径の中心に測定子を当てなければいけないこともわかります。
おわりに
お疲れさまでした。
今回はテーパ加工について技能検定を視野に入れた説明をしました。
というもののこのやり方が絶対、ということではないのでいろいろやり方を考えてみてください。
最後におまけとして刃先高さの影響についてお話ししました。
僅かの変化ではあるのですが刃先の高さ一つを取ってしても影響があると知っていることは、
仕事で品質改善などをする際の手札の一つにもなりますのでこういった細かい知識も大事にしたいですね。
今回は以上になります。
お読みいただきありがとうございました!