お世話になります。
技能検定 旋盤2級実技の 感想・手順・ポイントなどを紹介しています。
今回は 『部品①のねじ側』のお話をいたします。
よろしくお願いします。
解説・手順の流れ(旋盤2級の目次)
私都合で申し訳ありませんが、いくつかの記事に分けさせて頂きます。
実際の手順の順番に投稿いたします。(あくまで私がやった手順ですが)
1:準備・練習のしかた
-
-
技能検定 旋盤2級実技の感想や手順やコツなど(①準備・練習)
お世話になります。 前期の技能検定を受験される方におかれましては ボチボチ『試験の概要』が届いてきた頃ではないでしょうか? 既に練習も始めている方も居られるかとは思いますが、今回から数回に分けて旋盤2 ...
続きを見る
2:試し加工中にやる事
-
-
技能検定 旋盤2級実技の感想や手順やコツなど(②準備時間・試し加工)
お世話になります。 前回から 技能検定 旋盤2級実技の 感想・手順・ポイントなどを紹介しています。 今回は 本番での『準備時間・試し加工』(練習時間)のお話をいたします。 よろしくお願いします。 解説 ...
続きを見る
3:部品①ねじ側
このページです。
4:部品①テーパー側
-
-
技能検定 旋盤2級実技の感想や手順やコツなど(④:部品①テーパ側)
お世話になります。 技能検定 旋盤2級実技の 感想・手順・ポイントなどを紹介しています。 今回は 『部品①のテーパ側』のお話をいたします。 よろしくお願いします。 解説・手順の流れ(旋盤2級の目次) ...
続きを見る
5:部品②テーパー側
-
-
技能検定 旋盤2級実技の感想や手順やコツなど(⑤:部品②テーパ側)
お世話になります。 技能検定 旋盤2級実技の 感想・手順・ポイントなどを紹介しています。 今回は 『部品②のテーパ側』のお話をいたします。 よろしくお願いします。 解説・手順の流れ(旋盤2級の目次) ...
続きを見る
6:部品②φ46側
-
-
技能検定 旋盤2級実技の感想や手順やコツなど(⑥:部品②φ46側)
お世話になります。 技能検定 旋盤2級実技の 感想・手順・ポイントなどを紹介しています。 今回は 『部品②のφ46側』のお話をいたします。 よろしくお願いします。 解説・手順の流れ(旋盤2級の目次) ...
続きを見る
部品①(ねじ側)の感想・手順・ポイント
ザックリした手順に沿って述べていきます。
作業時間の目標も載せますが、私の時間間隔がバグっている可能性もあるため あくまで目安です。
旋盤2級の場合、最終的には 2時間30分くらいを目標にするといいかなと思います。
(余裕を持っておかないと 本番で何か問題が発生した時に苦しいです)
部品①の場合 ねじ側・テーパー側 どちらから作業しても問題ないですが、
紹介する手順では テーパー加工後に旋回台をそのままにするので、ねじ側から作業するようにしています。
目標時間は 部品①のねじ側については 1時間~1時間15分 といったところでしょうか。
※参考程度に図を入れていますが 過去の資料で作成したものですので 検定用のものではありません。
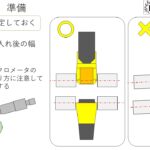
チャッキング&芯出し (目標3分くらい)
何はともあれワークを掴んで芯出しをします。
後に、一部 テーパー側を加工する箇所もありますので突き出し量は100mm程度は確保しておくといいかと思います。
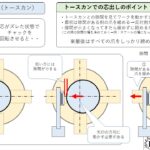
最初なので 芯出しはトースカンで 問題ありませんが、安全上の問題もありますのでそれなりに出しましょう。
芯出しは過去に記事にしていますので、そちらを参考にしてください。
-
-
【旋盤】芯出しのやり方・コツについて(①トースカン編)
お世話になります。 きり彦です。 今回は旋盤作業を行う上で重要な芯出しについて、やり方とポイントを説明したいと思います。 やり方が分からない、時間がかかる、あと少しの芯が出ない、という方の参考になれば ...
続きを見る
試験直前の試し削りで 加工面がある場合は ダイヤルゲージを使用してもいいです。(人によってはそっちの方が早い場合もあります)
端面加工とセンタ穴加工(3分くらい)
端面を 全面が当たる程度まで加工します。
回転中心に行くほど周速が下がり、刃先が欠けやすくなるので 中心辺りはゆっくりと切り込みましょう。
センタ穴については 荒加工後に 端面を軽く削り直してから 開ける人もいるそうですが 、何か怖いので 個人的には先に開けてます。
センタ穴を開ける際、ワークに刃先を当てる時は ゆっくりと送りましょう。(捩れる事があります)
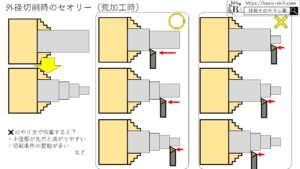
各段の荒加工(10分くらい)
最終的に φ55・φ45・φ30・φ25・M20 になるところの荒加工を行います。
仕上げ代は 1mm程度残しましょう。仕上げ代が もし1.2mmや0.7mmとかになっても大丈夫です。(離れすぎはいけませんが)
ただし偏芯部分はφ48にしておきます。
幅側の寸法は0.2mm程度仕上げ代として残しましょう。(φ56部分はチャック手前まで)
測定はφ56狙いの時の 1度だけで済ませたいところです。(時間に余裕があれば都度測定してもいいですが)
回転数は550程度
送りは0.25mm/rev くらいでしょうか。
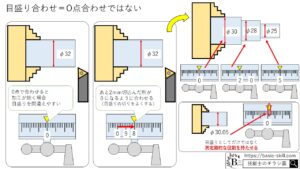
測定回数を増やしたり、不安にならないためにも 横送りハンドルの目盛りの合わせ方に気を使いましょう。
溝の荒加工(5分くらい)
格段の荒加工後、溝部分の荒加工を行います。仕上げ代は 両端面・径 共に1mmくらいです。
-
-
【旋盤】溝加工のやり方についてのあれこれ(荒加工)
お世話になります。 今回は旋盤での溝加工についてお話しさせていただきます。 他の作業と比べても人によって手順が変わりがちな加工になりますが私なりのやり方で進めせせていただこうかと思います。 よろしくお ...
続きを見る
個人的には 位置決めについては スケール目で合わせていいのではないかと思っています。
径方向についても 目盛りをキリの良いところに合わせ、前工程のφ21(φ26でもいい)の部分に 刃先を軽く当てれば だいたいの位置は出ますので、
測定無しで作業をしようと思ったら出来ないこともありません。(不安なら測定した方がいいですが・・)
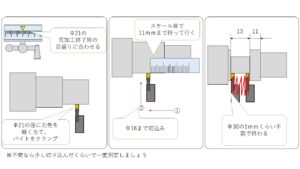
バイトの種類は 超硬・ハイスのヘール、どちらでもいいかなとは思いますが、最近は超硬でやる人の方が多い印象です。
超硬の場合 回転数を前工程と同じで出来るので そういうメリットもあるんでしょうかね?
テーパー側φ35 一部荒加工(3分くらい)
テーパー側のφ35部を φ36まで荒加工を行います。(φ40とかでもいいですが・・)
荒加工と言いつつ それなりに綺麗に仕上げておきましょう。
掴み替え後、テーパー側の荒加工後に 芯がズレる場合があるので この面を使って 芯を出しなおします。(時間があれば)
端面側は 逆サイドの仕上げが終わってませんので 0.4mm程度 仕上げ代を残しましょう。
各段の仕上げ(10分くらい)
φ20・φ25・φ30・φ55の仕上げを行います。(順番はφ20から)偏芯のφ45部は仕上げないように注意しましょう。
直径→端面→直径→・・・って感じで仕上げていきます。
直径を仕上げる際は 仕上げと同じ条件で中仕上げを行い、寸法確認と目盛り合わせをして作業しましょう。
切込み量は 仕上げ代が1mmある場合、0.7→0.3といった感じでやる人が多いですが、個人的には0.5→0.5の方が 見た目は綺麗に仕上がる印象です。
φ20部
後でねじになるので φ19.90~19.95辺りを狙うといいかなと思います。
最悪 0.02,0.03mm程度なら大きくなっても 大丈夫ではあると思います。
とは言いつつ、ここで目盛りはしっかり合わせておくのが吉かと。
端面は ねじの逃がし溝と一緒に加工するので 一旦は無視しておいて大丈夫です。(加工してもいいですが)
φ25部
たまに表面粗さが Ra25なのを忘れる人がいるところ。
公差が緩いので φ20部で精度をしっかり出せている場合は 中仕上げ無しで いきなり仕上げでもいいかなと思います。
時間が入らんよ、という方は 測定は一旦スキップでも・・・。
送り速度により 仕上げ寸法に誤差が出るので 注意しましょう。(試し加工の時に その辺りの確認をするのもお勧めです)
時間が余裕のある方は 中仕上げを挟みましょう。
φ30部
比較的に公差が厳しめ。
中仕上げでしっかり寸法を確認しましょう。
作業が早い人は ワークの温度が高くなりがちなので、公差の下限ギリギリだと 採点時に外れる事もあります。
出来るだけ中央値を狙いたいところ。
φ55部
チャックの手前まで加工します。(掴み替え後 2点で芯出しする際に使います)
公差が緩いので 時間が無ければ 最悪 中仕上げ無しでもいいかなと思います。
掴み替え後の芯出しに使う面ですので 表面が毟れないように注意しましょう。
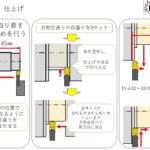
ねじの逃がし溝とφ15溝の仕上げ(10分)
逃がし溝は 幅3mmですので バイトの幅に注意。
φ16まで加工しますが 一般公差なので 時間が無い時は 主軸を停めたまま ねじになるφ20の外径に軽く当てて位置出しをしてもいいかもしれません。
φ15の溝は 個人的には 2級の難所の1つかなと思います。
-
-
【旋盤】溝加工の手順やポイントなど(仕上げ加工)
お世話になります。きり彦です。 前回に引き続き溝加工のやり方やポイントなどを説明させていただきます。 例題を使って説明していきましたが現在、荒加工まで完了し以下の状態になっています。 それでは中仕上げ ...
続きを見る
以下の2通りのやり方がお勧めです。
①:外径側を0.2mm残しで中仕上げ
②:φ25側の端面(10mm)を仕上げながら 外径の仕上げ(仕上げる前に刃物送り台の目盛りをセット)
③:②で切込んだ状態で 刃物送り台で φ30側の端面に軽く当たるまで切削
④:横送りハンドルの目盛りを覚えてから 刃物を逃がす
⑤:φ30側の端面を仕上げる(④で覚えた目盛りまで)
①:外径側を0.2mm残して中仕上げ
②:φ25側の端面を仕上げる(①の0.2mmは残す)
③:刃物を逃がし 刃物送り台の目盛りを0セット
④:刃物送り台を15mm送る
⑤:φ30側の仕上げを行う。同時に外径のφ15を仕上げる
⑥:バイトをφ25側に送る(φ15外径を仕上げながら)
⑦:刃先がφ25端面に当たったら 縦方向に1mm程度刃物を逃がしてから 横方向を逃がす。
最後に測定を忘れずに。
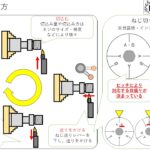
ねじ切り(10分)
2級難所の1つ。
詳しいやり方は 過去の記事をお読みいただければと思います。
-
-
【旋盤】ねじ切りのやり方や注意点など
お世話になります。 今回は旋盤でのねじ切り加工についてやり方などを簡単に説明させていただきます。 技能検定でもねじ切りは難所だと感じている方も多いのではないでしょうか。 ザックリした説明と少し細かいと ...
続きを見る
毎回 0.何ミリ切り込むか で 覚えるより、総切込み量が 〇〇ミリまで行ったら 切込みを○○ミリにする。みたいな覚え方がお勧めです。
個人差がありますが、ねじの山の先端が 指の爪の厚みくらいになったら ナットを入れて確認します。
途中で刃先が折れた時や、カエリが出た時の対処も練習しておきましょう。
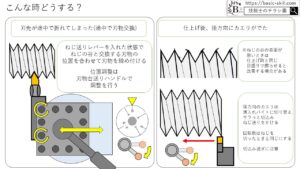
面取り(2分)
偏芯加工の前に 面取りを行いましょう。忘れる人が多い印象がありますので 注意しましょう。
また 面取りの仕上げ時にビビるという人も多いです。寸法を気にしすぎて送りが下がり、ワークの表面を擦る感じになるから かなと思います。
お勧めは 面取りの仕上げ手前で 旋盤のブレーキを 『チョンッ』と踏み、惰性回転中に仕上げるやり方です。
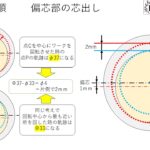
偏芯加工+面取り(15分)
芯出し前に 面取りが終わっているか 今一度確認しましょう。
芯出しは φ55の面とφ30の面の 2点で出します。
切削時は 偏芯加工+断続切削になりますので、回転数と切込み量は抑え目に。
-
-
【旋盤】偏芯加工の手順・やり方(芯出し・切削時のポイントなど)
お世話になります。 今回は前回に引き続き偏芯加工のお話です。 前回は荒加工まで説明しましたが今回は芯出しと切削時のポイントを見ていきましょう。 それでは今回もよろしくお願いします。 今回の内容 ・偏芯 ...
続きを見る
芯出しは チャックの爪を2か所だけ動かして 出す人と、一旦全ての爪を緩めて 出しなおす人で分かれそうですね。
私は 一旦全部緩める派だったりします。
偏芯加工後も面取りをお忘れなく!
今回は以上になります。
お読みいただきありがとうございました!