お世話になります。
最近「アリ溝加工の時短について」聞かれましたので、今回はアリ溝加工について記事にしています。
記事を書く時間が中々取れない(言い訳)ので一旦画像だけ置いておきます。
後日文章の方も更新していきます。(8/15:更新しました)
よろしくお願いいたします。
と言いましてもアリ溝加工単体で見てみますと時短は考えにくいので、個人的な考え方を記載します。
技能検定では測定時に刃物が回転(惰性でも)していると減点になる事があります。
主軸完全停止までは10秒程度かかる場合もありますのでバカになりません。測定が少なくなるように計算などで手順を組み立てましょう。
※図の寸法などは技能検定と違う部分もありますので注意してください。
各種計算については前回の記事でご確認ください。
-
-
【フライス盤】アリ溝加工のやり方①(計算など)
お世話になります。 最近「アリ溝加工の時短について」聞かれましたので、今回はアリ溝加工について記事にしています。 記事を書く時間が中々取れない(言い訳)ので一旦画像だけ置いておきます。 後日文章の方も ...
続きを見る
アリ溝加工の手順
いろいろやり方はあるかと思いますが・・・
概要と事前準備
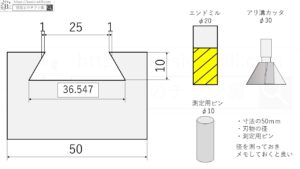
今回は以下ワーク寸法で説明します。 ※技能検定での寸法とは異なります。
ケガキは行っているものとします。
あらかじめ エンドミル・アリ溝カッタ・ピンゲージのサイズを測定し、メモしておくことをお勧めします。
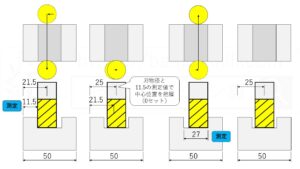
溝加工(荒加工)
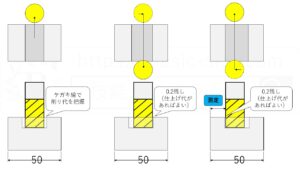
図は左から右に読んで下さい。
アリ溝加工前に溝加工を行います。
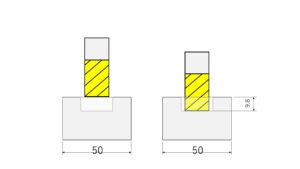
ケガキ線を確認しエンドミルをワークの中心付近に持って行き サラっと当てます。
上下軸の0セットを行い 仕上げ代を残し切込み(今回は9.8mm)、溝加工を行います。
溝の幅は図面では25mmになっていますが、面取り部分を加味し27mmとします。
エンドミルで溝を作ったらこの時点で仕上げ代を確認してもいいかと思います。
溝加工(仕上げ手前)
ケガキ線を確認しながら溝を広げていきます。
仕上げ手前で測定を行いましょう。
溝加工(仕上げ)
溝の仕上げを行います。
片面仕上げ後(両側仕上げ後でも可)に測定を行い ワークの中心とエンドミルの中心を合わせておきます。(画像左から2番目)
溝加工後に刃物をワークの中心に持ってきておきます。(左右位置)
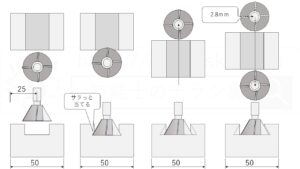
アリ溝加工(荒加工)
刃物をエンドミルから アリ溝カッターに交換します。
溝の底面にサラッと当てます。(必要であれば目盛りを合わせましょう)
今回はカッターの方が溝幅の27mmより大きいので一旦そのまま刃物を通します。(省略可)
ワークのサイズとカッターのサイズから、今回は片側3.3mm程度の削り代となりますので、荒加工として片側2.8mm程度切込みましょう。
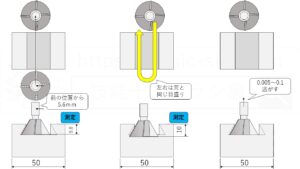
アリ溝(底面の仕上げ)
両側2.8mm程度削ったところで深さ10mmの仕上げ代を確認しましょう。(溝加工時のカエリは取り除きます)
底面の仕上げの際、左右方向は荒加工時と同じ目盛りで行います。
底面仕上げの後カッタを0.005mm~0.01mm逃がします。※(下図の0.1は誤りです。すいません)
本当は仕上げの直前に底面の仕上げを行いたいところですが中仕上げと仕上げの条件を出来るだけ合わせたいので今回はこの位置にしています。
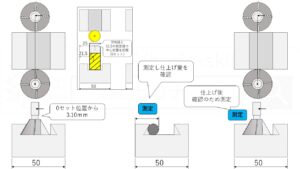
アリ溝(中仕上げ~仕上げ)
刃物の0セット位置から3.1mm程度切込み中仕上げを行い、その後に測定をし仕上げ代を確認します。
仕上げ代を確認したら仕上げを行いますが6面体のサイズ(今回は50mm)の実寸法の加味を忘れずに。
両サイド加工が終われば アリ溝加工完了です。
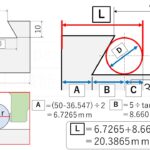
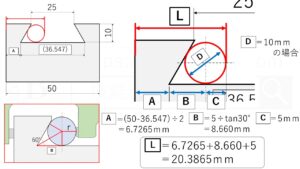
前回の記事で取り扱いましたが一応 測定時の計算について記載しておきます。
今回は以上になります。
お読みいただきありがとうございました!