お世話になります。
前回の記事でフライス盤 バイスの平行出しについて取り扱いましたが、
今回はその補足として もう少し具体的な調整量の目安を記載します。
-

-
【フライス盤】バイスの平行出しのやり方とポイント①(手順について)
お世話になります。 今回はフライス盤作業 バイスの平行出しについての やり方やポイントなどをお話しいたします。 基礎的な部分にはなりますが、技能検定の時など 時間に追われながら作業する事もありますので ...
続きを見る
具体的な と言いつつ目安ではあるのですが、バイスの種類やサイズにも左右されますので このような書き方にしています。
よろしくお願いいたします。
今回の内容
・前回のおさらい
・回転軸のあるバイスの調整目安
・回転軸の無いバイスの調整目安
・平行出しはどこまで出す必要があるのか
前回のおさらい
前回のおさらいとして2点。
バイスの種類
バイスにも様々な種類があります。大きく、回転軸の有る無しで分かれている印象です。
また回転軸が有るものについても 1軸のもの・2軸有るもので分かれます。
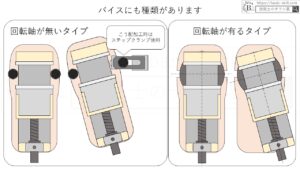
前回は回転軸が無いバイスを例に平行出しの説明を行いました。
今回はどちらのバイスについても取り扱います。
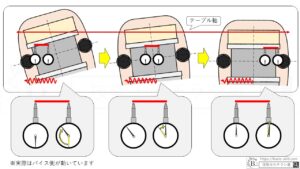
平行出し手順
バイスの端付近にダイヤルゲージを当て、手動もしくは自動送りでテーブルを移動。
ズレ量の確認→調整→確認・・・・といった手順を説明しました。
ダイヤルゲージのズレ量の変化を見ながら行うのがポイントです。
(一定の距離当たりのダイヤルゲージの差を見る)
平行出しの調整量の目安
今回は回転軸の有る・無い、どちらのバイスも取り扱います。
慣れている人は上記のやり方で十分かと思います。
どちらかというと、不慣れな方で調整し過ぎなどで沼にはまる人向けです。
ある程度は目視で平行を出しているのが前提です。(パッと見で真っすぐになっている感じなら大丈夫です。)
回転軸の有るバイスの調整量目安
回転軸のあるバイスは結構分かり易い といいますか考え易いです。
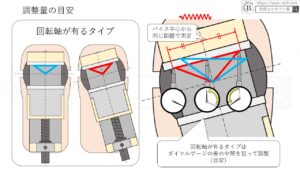
①回転軸の中心(口金の中心)にマーキング
回転軸の中心を確認し 口金と回転軸の中心線が直角で交わるところにマーキングをします。
説明が分かりにくいと思いますが上図・ダイヤルゲージが3つ並んでいるところの、真ん中のダイヤルゲージの位置です。
大体のバイスは左右対称だと思いますので 回転中心が分からなければ口金の中心で大丈夫かと思います。
②中心から左右対称にマーキング
①で中心にマーキングしたところから 左右同じ距離になるようにマーキングを行います。
距離はバイスの大きさにも依るので具体的な数値は出せませんが、出来るだけ長い距離がいいです。
(口金の端の数mm手前ぐらいが良いかと思います。)
③ダイヤルゲージの差を確認する
②のマーキング間のダイヤルゲージの差を確認します。
左右どちらを基準にしてもいいです。やり易いほうを基準にしましょう。
左右片側でダイヤルゲージの目盛りを0にしておくと見やすいです。
④差の半分を目安に調整
例えば口金左側のマーキングの位置でダイヤルゲージの0点を合わせ、
右のマーキングの位置に送り ダイヤルゲージの差が0.4mmだった場合は
その位置でダイヤルゲージの目盛りが0.2mmの位置に来るまで調整を行います。
⑤手順③・④を繰り返す
手順の③④を繰り返すと概ね平行が出ます。
誤差は幾分出ますのでダイヤルの目盛りが逆転するようなら手順④で調整量を半分より少なめにしましょう。
誤差量はバイスのサイズにも依りますので一概には言えません。
私の場合は手持ちのバイスの中心位置等は予め測っていますので2回目の調整時には0.005/100mmくらいは出せるようにしています。
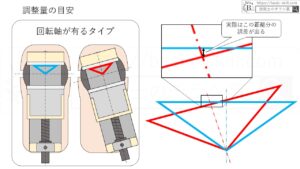
回転軸の無いバイスの調整量目安
全体的な流れは回転軸の有るバイスと同じですがマーキング箇所と調整量が変わります。
前準備
前準備として バイス締結用のボルトの片方を手締め、もう片方を工具を使って仮締めしておきます。
左右どちらでもいいですが、今回は左側のボルトを強めに締めておきます。
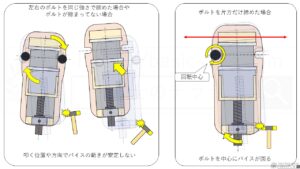
こうすることで工具で締めた方のボルトが バイスの疑似的な回転中心となります。
詳しくは前回の記事をご覧ください。
-
-
【フライス盤】バイスの平行出しのやり方とポイント①(手順について)
お世話になります。 今回はフライス盤作業 バイスの平行出しについての やり方やポイントなどをお話しいたします。 基礎的な部分にはなりますが、技能検定の時など 時間に追われながら作業する事もありますので ...
続きを見る
①ボルトと口金の交点を確認
前準備の際に仮締めしたボルトの中心とバイス口金の交点を確認します。(下図の①の点)
調整量の”目安”に使うので、あくまでも大体でいいです。
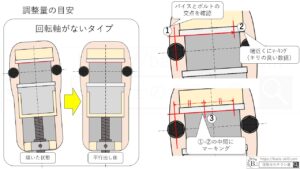
②バイスの端付近にマーキング
前準備で左側のボルトを仮締めした場合は バイス口金の右端付近にマーキングを行います。
この時、手順①の交点からキリの良い距離にしておくと次の手順で計算が楽になります。
③手順①②の中央にマーキング
手順①の交点と手順②でマーキングを行った点の距離を確認し、その中央にマーキングを行います。
毎回マーキングをするのも面倒くさいので、差支えが無ければマーキングは残しておいて良いかなと思います。
④ 手順③の点を基準にダイヤルゲージの差を確認
手順③の点にダイヤルゲージを当て0セットを行います。
手順②の点まで口金を動かしダイヤルゲージの目盛りの差を確認します。
⑤ 手順④の差の倍の量を調整
手順②の位置にダイヤルゲージを当てたまま調整を行います。
調整量の目安は下図の③ー②間のダイヤルゲージの差の倍数です。
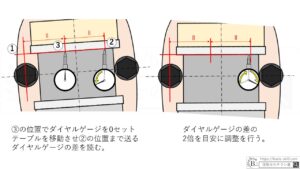
例えば③でダイヤルゲージの0セットを行い、点②の位置でダイヤルゲージが 半時計周りに0.2mm進んだ場合、
一旦ダイヤルゲージの目盛りが0になるまで調整し、更に時計回りに0.2mm調整を行います。
⑥ 手順④・⑤を繰り返す
狙い通りに平行が出るまで作業を繰り返します。
回転軸の有るバイス同様、調整を行い 向きが逆転するようなら調整量を目安の少なめにしておきます。
平行出しはどこまで出す必要があるのか
作業を教えていると「平行ってどのくらい出せばええんです?」と聞かれる事もありますが、あまりコレっていう数値は無いかなと思っています。
製品の寸法に影響しますのでその辺りと相談かなと。
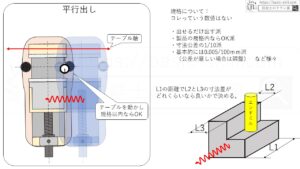
知人に聞いた感じですと
・出せるだけ出す(満足いくまで)派
・製品の規格内ならOK派
・製品の寸法公差の1/10派
など様々でした。
おわりに
お疲れさまでした。
今回は平行出し時の調整量の目安についてお話をしましたが、慣れると結局は なんとなくでやる方が早い場合もあります。
調整量の考え方を知りたい・中々平行が出せない人向けの記事でございました。
自分事ですが、どれくらい平行を出すのかについては 年を取るにつれ 無駄と知りながらも基準が厳しくなっていく感覚があります。。
今回は以上になります。
お読みいただきありがとうございました!