お世話になります。
技能検定 旋盤2級実技の 感想・手順・ポイントなどを紹介しています。
今回は 『部品②のφ46側』のお話をいたします。
よろしくお願いします。
解説・手順の流れ(旋盤2級の目次)
私都合で申し訳ありませんが、いくつかの記事に分けさせて頂きます。
実際の手順の順番に投稿いたします。(あくまで私がやった手順ですが)
1:準備・練習のしかた
-
-
技能検定 旋盤2級実技の感想や手順やコツなど(①準備・練習)
お世話になります。 前期の技能検定を受験される方におかれましては ボチボチ『試験の概要』が届いてきた頃ではないでしょうか? 既に練習も始めている方も居られるかとは思いますが、今回から数回に分けて旋盤2 ...
続きを見る
2:試し加工中にやる事
-
-
技能検定 旋盤2級実技の感想や手順やコツなど(②準備時間・試し加工)
お世話になります。 前回から 技能検定 旋盤2級実技の 感想・手順・ポイントなどを紹介しています。 今回は 本番での『準備時間・試し加工』(練習時間)のお話をいたします。 よろしくお願いします。 解説 ...
続きを見る
3:部品①ねじ側
-
-
技能検定 旋盤2級実技の感想や手順やコツなど(③:部品①ねじ側)
お世話になります。 技能検定 旋盤2級実技の 感想・手順・ポイントなどを紹介しています。 今回は 『部品①のねじ側』のお話をいたします。 よろしくお願いします。 解説・手順の流れ(旋盤2級の目次) 私 ...
続きを見る
4:部品①テーパー側
-
-
技能検定 旋盤2級実技の感想や手順やコツなど(④:部品①テーパ側)
お世話になります。 技能検定 旋盤2級実技の 感想・手順・ポイントなどを紹介しています。 今回は 『部品①のテーパ側』のお話をいたします。 よろしくお願いします。 解説・手順の流れ(旋盤2級の目次) ...
続きを見る
5:部品②テーパー側
-
-
技能検定 旋盤2級実技の感想や手順やコツなど(⑤:部品②テーパ側)
お世話になります。 技能検定 旋盤2級実技の 感想・手順・ポイントなどを紹介しています。 今回は 『部品②のテーパ側』のお話をいたします。 よろしくお願いします。 解説・手順の流れ(旋盤2級の目次) ...
続きを見る
6:部品②φ46側
このページです。
部品② φ46側の感想・手順・ポイントなど
旋盤2級のお話も これで最後になろうかと思います。
φ46側は 個人的には 前回までと比較すれば 難しい作業は少ないと考えていますが、
終盤も終盤なので 焦ってミスをしないように気をつけましょう。(特に標準時間を過ぎている場合)
φ46側の目標時間は30分程度と言ったところでしょうか。
※参考程度に図を入れていますが 過去の資料で作成したものですので 検定用のものではありません。
ワーク掴み替え&芯出し(5分)
ワークを掴み替え 芯出しを行います。 因みに今回の様に 向きを変えて掴み替える事を『トンボ』とか言ったりします。(私はあまり言いませんが)
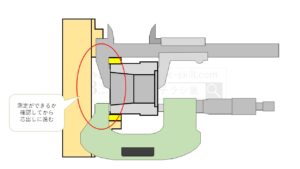
掴み代は 幅側の測定がありますので、測定具が入るギリギリくらいでしょうか。
安全のため10~15mm程度は確保したいところではあります。
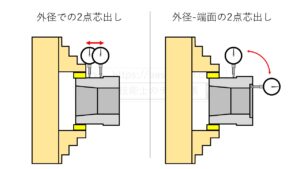
部品②では 部品①と比べ、芯出しを2点で行う際に 2点間の距離が短くなりますので振れは出来るだけ0を狙いたいですね。
テーパー側の際に φ46側の端面を ※内径用の溝入れバイトで削っておくと 端面側で芯出しができます。
※試験問題の使用できるものを確認しましょう。
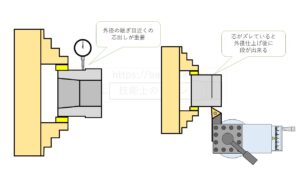
どの方法で芯出しを行うにせよ、外径の段になっている付近は しっかり芯を出しておくのがお勧めです。
芯がズレている場合 外径仕上げ後に段ができます。(多少なら 減点はないとの噂です)
端面の荒加工(1分)
振れが取れる程度に端面を加工します。
外径側を仕上げてからでもいいかなとは思いますが、皆さんはどのような順番でしょうか?
φ55外径仕上げ(5分)
φ55の外径を加工します。
狙いの寸法は テーパー側で仕上げた外径の寸法です。(大きく外れている場合はその限りではないかもしれません)
芯出しでズレていると 寸法がバッチリでも段が出来る場合があります。
端面荒加工&仕上げ(5分)
材料が 製品に対して5mm程度大きいので テーパー側で 余剰部分を落としていない人は 突っ切りバイトを使った方が早いかもです。
仕上げは片刃バイトで行いましょう。
端面は 幾何公差の『//平行度』の指定がありますので 、測定の際は1点だけでなく 等間隔に4点ほど測定を行いましょう。
規格を外れている場合は 時間があれば 芯を出し直しましょう。
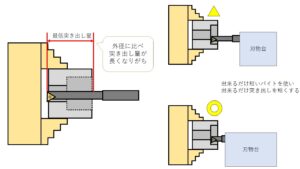
φ46内径 荒加工&仕上げ(10分くらい)
φ46部の加工を行います。
バイトの突き出しは出来るだけ短くしましょう。(ぶつけない程度に)
加工後に測定をした後、部品①が入るかを確認しましょう。
2級の場合 寸法が出ていれば クルクル回るはずです。(切粉等 噛まないように注意)
端面の隅部は どうしても送り速度が下がり勝ちになり ワークと刃物が擦れ ビビり易いので 、
なるべく送りを停めないようにするか 切削速度を落としましょう。送りを停めないと言っても 主軸1回転分くらいは 停めなきゃですが。
切削速度を落とす場合は 最初から回転数を下げておくか、隅部直前で 惰性回転に切り替えるか、と言った具合でしょうか。
(あくまでビビる場合)
各部面取り(3分)
図面に従って面取りを行います。
面取り後 カエリが残っていないか 確認しましょう。
製品を確認して 提出
時間がない場合は 仕方ないですが、完成後に製品の確認を行いましょう。
手直しがある場合は 時間があれば直しましょう。
ネジ部や 面取り部のカエリにも注意です。
今回は以上になります。
お読みいただきありがとうございました!