お世話になります。
技能検定 旋盤2級実技の 感想・手順・ポイントなどを紹介しています。
今回は 『部品②のテーパ側』のお話をいたします。
よろしくお願いします。
解説・手順の流れ(旋盤2級の目次)
私都合で申し訳ありませんが、いくつかの記事に分けさせて頂きます。
実際の手順の順番に投稿いたします。(あくまで私がやった手順ですが)
1:準備・練習のしかた
-
-
技能検定 旋盤2級実技の感想や手順やコツなど(①準備・練習)
お世話になります。 前期の技能検定を受験される方におかれましては ボチボチ『試験の概要』が届いてきた頃ではないでしょうか? 既に練習も始めている方も居られるかとは思いますが、今回から数回に分けて旋盤2 ...
続きを見る
2:試し加工中にやる事
-
-
技能検定 旋盤2級実技の感想や手順やコツなど(②準備時間・試し加工)
お世話になります。 前回から 技能検定 旋盤2級実技の 感想・手順・ポイントなどを紹介しています。 今回は 本番での『準備時間・試し加工』(練習時間)のお話をいたします。 よろしくお願いします。 解説 ...
続きを見る
3:部品①ねじ側
-
-
技能検定 旋盤2級実技の感想や手順やコツなど(③:部品①ねじ側)
お世話になります。 技能検定 旋盤2級実技の 感想・手順・ポイントなどを紹介しています。 今回は 『部品①のねじ側』のお話をいたします。 よろしくお願いします。 解説・手順の流れ(旋盤2級の目次) 私 ...
続きを見る
4:部品①テーパー側
-
-
技能検定 旋盤2級実技の感想や手順やコツなど(④:部品①テーパ側)
お世話になります。 技能検定 旋盤2級実技の 感想・手順・ポイントなどを紹介しています。 今回は 『部品①のテーパ側』のお話をいたします。 よろしくお願いします。 解説・手順の流れ(旋盤2級の目次) ...
続きを見る
5:部品②テーパー側
このページです。
6:部品②φ46側
-
-
技能検定 旋盤2級実技の感想や手順やコツなど(⑥:部品②φ46側)
お世話になります。 技能検定 旋盤2級実技の 感想・手順・ポイントなどを紹介しています。 今回は 『部品②のφ46側』のお話をいたします。 よろしくお願いします。 解説・手順の流れ(旋盤2級の目次) ...
続きを見る
部品② テーパー側の感想・手順・ポイントなど
ザックリした手順に沿って述べていきます。
旋盤2級も後半戦ですね。
特に テーパーの勘合などは 2級の山場とも言えるのではないでしょうか。(1級もですが)
切削量自体は 部品①の半分くらいですので 目標時間もそれなりになります。
目標時間は部品②全体で40分~1時間程度と言ったところ。
テーパー側だけで見ると30分~40分前後くらいかなという感覚です。
※参考程度に図を入れていますが 過去の資料で作成したものですので 検定用のものではありません。
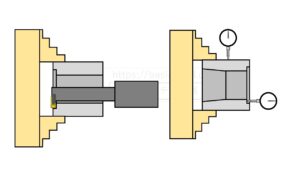
チャッキング&芯出し(3分)
部品①と同様、何はともあれ芯出しです。
掴み代は15mm程度でしょうか。6mmくらいを掴んで作業すると φ46側で外径の外観を気にしなくて済みますが、安全のため。
部品②はセンタを突きませんので 試し加工を行っている場合は ダイヤルゲージで ある程度出した方が 安心できますね。
(端面の余剰部分の切削)
製品寸法に対して 材料が5mm程度大きいので 製品寸法の+0.5~1mmくらいを残して 切削します。
φ46側で行ってもいいですが 「私、失敗しませんから」という方は先にやっておいてもいいかと思います。
掴み替え後に行うと 芯出しをした後に 芯ズレが起きる場合があります。
φ46側で余剰部分を落とす場合も 端面加工自体は行っておきましょう。
外形の荒加工と仕上げ(10分程度)
φ55の径を仕上げます。
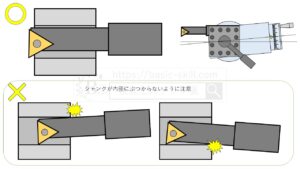
部品①のテーパ部加工の際に 旋回台を旋回させたままの方は 刃物の腹が 当たらないように注意しましょう。
センターを突いていないので 切込みは抑え目にするのが安心です。
φ60→φ58→φ56→中仕上げ→仕上げ みたいな感じでいいと思います。
丁寧に作業するなら 内径側の仕上げ後に 外径の中仕上げ・仕上げを行うのもいいです。
端面加工(1分)
端面を仕上げます。
精度的にはφ30仕上げ後がいいかなとは思いますが、刃物のチェンジが多くなるので微妙かもしれません。
φ30部加工(10分)
φ30部の加工を行います。
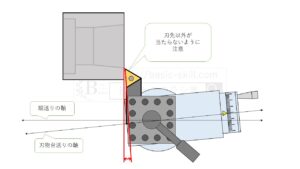
この時点でも旋回台が傾いたままの場合は 刃物の取り付け角度に注意しましょう。
たまに加工中にシャンク部分が 内径に当たる人がいます。
角度を決める時に 見にくい時は 外径側で確認するのもありです。(ダイヤルゲージで真っすぐを確認してもOK)
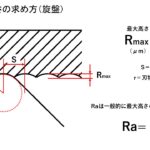
荒加工時は 切込みは1mm程度、回転数は550rpm、送りは0.25mm/revくらいが目安でしょうか。
仕上げ時は 切込みは0.3~0.5mm程度、回転数は1200rpm、送りは0.13mm/revくらい。
ビビりが発生する場合は 仕方ないので回転数を750rpmくらいにしてみましょう。
送り速度の決め方は以前記事にしていますので 興味がある方はご覧ください。
-
-
【旋盤】送り速度と送り量の違いって?決め方は?粗さとの関係は?
お世話になります。 きり彦です。 今回は送りと表面粗さについて説明します。 ※送りと粗さについては切削速度と違い旋盤とフライス盤で大きく異なる内容もありますので注意してください 今回の内容 ・送り速度 ...
続きを見る
仕上げ代が残り0.2mm程度になるまでは ノギスを使用し、それ以降はシリンダーゲージを使用しましょう。
シリンダーゲージで測定する際は 端面側で測定してもいいですが、実際にφ30として残る位置も測定しておきましょう。
切粉が結構 飛んできますので、我慢するか 頑張って避けましょう!
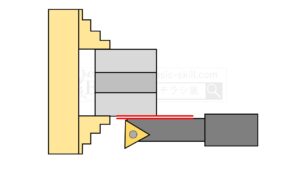
(φ46側の一部 端面加工)
ここは飛ばしても大丈夫ですが、φ46側 端面の一部を削っておきます。(内径の溝入れバイトを使用します)
掴み替え後に 2点で芯出しを行いますが、部品①と比べ2点間の距離が稼げないので、外径と端面での2点出しを行うためです。
と言っても 端面の平行度が 製品の長さから考えて そこまで厳しくないので これをやっている人は 私の周囲では あまり見かけません。
内径の溝入れバイトって使っていいの?
実技試験問題の 受験者が持参するものを確認してみましょう。
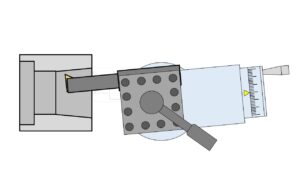
内径のテーパー加工と勘合(15分)
個人的には 旋盤2級の山場とも言える 内径テーパー加工と 部品同士の勘合を行います。
部品①の時に 旋回台を傾けたままの方は 内径のバイトを逆様にして、主軸を逆回転で回し 加工を行いましょう。
※主軸は正転でした、訂正いたします。(2022.07.26)
勘合部の当たりは大体出ているはずですが、少なくとも練習の時は 光明丹で確認をするようにしましょう。
刃先の高さが 極端に出ていない場合や 手送りの速度が一定でない場合は、角度が出なかったり 仕上げ面がうねったりすることがあります。
※バイトの高さ合わせについても 逆転するので注意しましょう。
刃物台を回せないタイプの旋盤を使用している場合は 旋回台を傾け直す必要があります。
部品①の際 ダイヤルゲージを使用して 角度を出している場合は、同じようにすれば 大体当たりが出ます。(軽く調整が要ることはあります)
目盛りを見ながら 目視で角度を出している場合は 基本的には当たりの調整回数が増えますので、ダイヤルゲージを使用して角度を出すのがお勧めです。
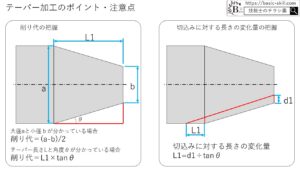
切込み量については なんとなくで切込み 勘合させ、残りの削り代を確認するのではなく、
あらかじめ 切込み量を計算するか、図面で確認をするかして 無駄な測定を無くしましょう。
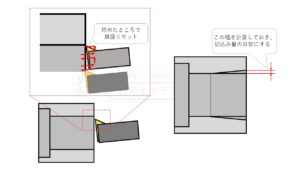
勘合部分の寸法調整についても、いくら切込んだら 寸法がどれだけ変わるかを計算しておき それを目安にしましょう。
目視で角度を出している場合 計算値通りにいかないことも多いので、どのみちダイヤルゲージで角度を出すのがいいかなと思います。
(ダイヤルで角度を出しても 旋盤の状態や段取りによっては計算通りにならないこともあります)
勘合部にカエリが出ていると 寸法が外れたり ワークに傷が付く要因になりますので、勘合前にしっかりと確認をしておきましょう。
面取り(5分)
内・外径共に 面取りを行いましょう。
ビビりが発生する場合は 回転数を下げるか 切込み速度を上げましょう。
ブレーキを一瞬掛けて 惰性回転中に仕上げてしまうのもいいかと思います。(その際は刃先のチッピングに注意)
今回は以上になります。
お読みいただきありがとうございました!
次で旋盤2級ラストになります。(記事は短めになるかと思いますが)