お世話になります。きり彦です。
今回は旋盤ハンドルの目盛り合わせについて説明いたします。
基礎的な内容になりますが、これの理解を怠ると仕事でも検定でも時間的なロスが増えたりするので注意が必要です。
それでは今回もよろしくお願いします。
今回の内容
・ハンドル名称と軸の方向
・各種目盛り合わせの方法
・目盛り合わせの考え方
説明する順番は悩みましたがとりあえず合わせ方が知りたいという方が多いかな、と思いましたので上記の順で説明します。
ハンドル名称と軸の方向
目盛り合わせの前にハンドルの名称と軸の方向について軽く説明します。
呼び方は人によって違うことがありますが、今回の記事では下の図に書いてある名称で説明いたします。
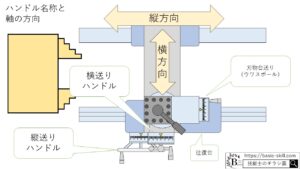
特に縦・横については作業中の立ち位置の関係から、勘違いしやすいのでご注意ください。
縦送りハンドルは往復台を軸方向に、横送りハンドルは往復台を径方向にそれぞれ送ります。
刃物台送りはウワスボールとも呼ばれ基本的には軸方向(縦方向)に動きますが、テーパー加工を行う際は斜めに動きます。
各種目盛り合わせの方法
それでは目盛り合わせの説明に移ります。基本的には図の通りの内容になります。
径方向・軸方向共に、片刃バイトを例に説明します。
径方向の目盛り合わせ
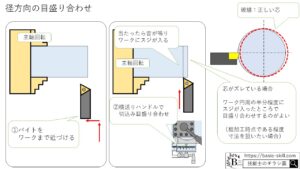
径方向の目盛り合わせはワークを回転させた状態で刃物をワークにゆっくりと当て切屑が出る・切削音がする・ワークにスジがつくなどで接触の判断をします。
刃物が当たったのが確認出来たらハンドルの目盛りを0点(または任意の目盛り)に合わせます。
あらかじめワークの径を測っていたらその径に対してキリの良くなるように目盛りを合わせるのをお勧めします。
後述させてもらいますが基本的には毎回0点を取る、というのはあまりよろしくありません。
もう一つポイントは芯出しをラフにしていてワークが振れている場合などはワークの半分くらいまでスジがついたところで目盛りを合わせるとよいです。
振れている場合はワークの半分にスジがつくところが、振れていない場合のワークの位置になります。(説明が雑で申し訳ないです。)
軸方向の目盛り合わせ
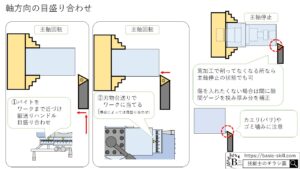
軸方向のやり方についてですが基本的には径方向と同じように、今度はワーク端面に当てて位置を決めます。
上の図ではワークに刃物を近づけ0点を取り、刃物台送りでワークに軽く当てる、というようにしていますが
個人的には縦送りハンドルの移動だけで済ましてしまっていいかなと思います。
ワークに少し傷は入りますが端面に当てる場合は主軸が止まった状態でも位置出しができます。
その際は刃物がワークに食い込みすぎないようにハンドルがギリギリ動くくらいの力で合わせに行きましょう。
(径方向は刃物が当たった感覚が少なくて食いつきすぎる・刃物が欠ける可能性が高いのでお勧めできません)
軸方向を位置出しする際は切削後のカエリやゴミなどに注意しましょう。(特に主軸を停止させて行う場合)
面取りバイトの目盛り合わせ
資料作った後に目盛り合わせというか面取り作業の説明になってることに気づきました・・・
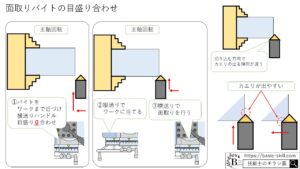
径方向に向けて面を取る場合で説明します。まず刃物をワークに近づけます。この時刃先がワークに対し入り込むような位置に合わせます。(上の図の左側参照)
その位置で目盛り0合わせと書いてますがワークに近づける際に横送りハンドルをキリのいい数字で止めておけば、目盛りを合わせる必要もないかもしれません。
横方向の位置を決めたら縦送りハンドルでワークに切り込みます。(外径や端面と違い当たったかが分かりづらいので慎重に)
縦送りでワークに刃物が当たったところで、横送りハンドルで刃物を切り込み面取りを行います。
面取りをしてもカエリが出ることがあります。
切り込む方向によってカエリの出る向きに傾向がありますので縦横どちらから面を取るか悩んだときはそれによって決めるとよいかと思います。
突っ切り(溝入れ)バイトの目盛り合わせ
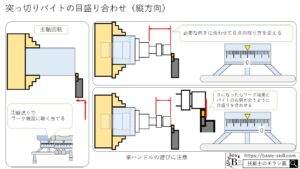
突っ切りバイトについては基本的には径・軸方向共に片刃バイトと同じですが、
突っ切りの場合は刃物の右側・左側のどちらを基準にしたいかで0点を取る位置が変わります。
目盛り合わせの考え方
前述の説明でも書いてますが私は目盛り合わせを0点合わせという意味ではあまり使っていません。(そのため任意の目盛りという言葉を使っています)
例えば下の図の通り、φ32の材料でワーク外径に刃物をあてて”0点”を取ったとしましょう。
その状態でワークをφ30まで削ったときの目盛りは外径”30”mmに対して目盛りの数値は”2”になっており勘違いしやすくなるからです。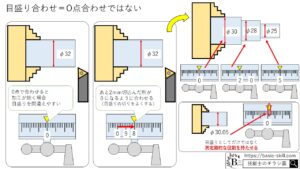
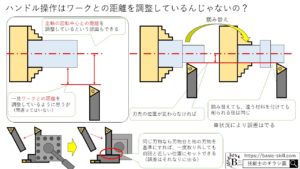
なので目盛り合わせはいつでも0点で合わせるよりその時の径と目盛りの関係が分かり易いように合わせることをお勧めします。
その方が加工中の勘違いを減らせることと思います。
おわりに、と補足
お疲れさまでした。
今回は目盛り合わせについてお話ししました。
補足になりますが、0点合わせとは今刃物がある位置を0に合わせるのではなく
回転中心と刃先の0点を合わせる作業だと、私は認識しています。(そのあたりの感覚が違ったら申し訳ないです)
今回は以上になります。
お読みいただきありがとうございました!