お世話になります。
今回は前回に引き続き偏芯加工のお話です。
前回は荒加工まで説明しましたが今回は芯出しと切削時のポイントを見ていきましょう。
-
-
【旋盤】偏芯加工のやり方について(荒加工まで)
お世話になります。きり彦です。 今回は旋盤での偏芯加工についてお話します。 技能検定では手順を丸覚えしがちな作業になりますが、なぜそんな手順になるのか、というところを考えていきましょう。 よろしくお願 ...
続きを見る
それでは今回もよろしくお願いします。
今回の内容
・偏芯加工での芯出しの考え方
・切削時のポイント
今回も前回同様、以下の製品例で説明させていただきます。
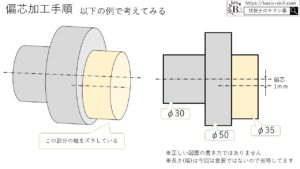
φ30とφ50の同一軸に対しφ35部を1mm偏芯させるという内容です。
芯出しの考え方
芯出しと言えば通常はワークにダイヤルゲージのを当てワークを回転させ差が0になるのを狙いますが、
偏芯加工時はこの芯をズラして加工を行います。今回の例の場合、製品としての偏芯部はφ35の部分ですが、
加工するときはφ30とφ50の軸を偏芯させて行います。なんだか紛らわしいですね。
それでは偏芯量が1mmのとき、ダイヤルゲージの目盛りはいくつになればよいでしょうか?
結論としてはダイヤルゲージの目盛りは偏芯量の2倍移動すればよいのですが、なぜそうなるのか、前回の内容を踏まえ考えてみましょう。
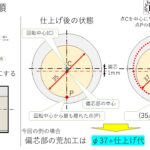
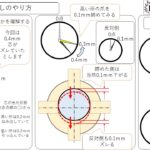
仕上げ後の状態で考えるとφ30-φ50の同一軸(以下回転中心C)に対してφ35を1mm偏芯させた時、回転中心Cからφ35の外周で最も離れた点Pの距離は18.5mmになります。
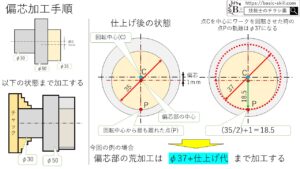
点Cを中心にワークを回転させた時の点Pの軌跡はφ37を描きます。
それに加え、今回は回転中心Cからφ35の外周で最も近い所も考えてみましょう。
最も近い所は φ35÷2=17.5 17.5-偏芯量1mm=16.5mm になります。これも先ほどと同様に点Cを中心に回転させてみると軌跡はφ33の円になります。
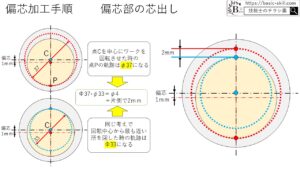
φ37-φ33の差は4mmですので半径で考えると2mmの差が生まれることになります。
結果ダイヤルゲージの目盛りは1番低い所と1番高い所の差が2mmになればよいということが分かります。
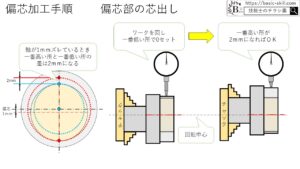
ちなみにダイヤルゲージは一番低い所で0セットすると見やすいかと思います。
あとは普段の芯出しのやり方と同じようにチャックの爪を締めたり緩めたりします。
通常の芯出しと違い偏芯量が足りないときはダイヤルゲージで一番高い所の爪を緩め、低い所の爪を締めて調整します。偏芯量がオーバーしたときはその逆です。
芯出しのポイントについても記事にしていますので参考にしてください。
-
-
【旋盤】芯出しのやり方・コツについて(②ダイヤルゲージ編)
お世話になります。 きり彦です。 今回は旋盤の芯出しについてダイヤルゲージを使ったやり方を説明します。 今回も芯ズレを0にすることを芯出しとして説明させていただきます。 トースカンでの芯出しは前回記事 ...
続きを見る
芯出し時の注意点
通常の芯出しでは振れ0を狙うのであまり気にしませんが、偏芯の際は偏芯量が重要なので測定誤差を気にしましょう。
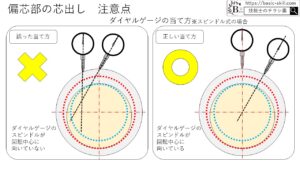
測定子が回転軸の中心に向いていないと測定値に誤差が出ます。
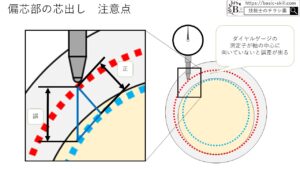
ダイヤルゲージの位置や角度がズレるほど誤差が大きくなりますので注意してください。
と言っても位置や角度がだいたいでも出ていれば誤差は微量なので、気にしすぎて時間的なロスが増えないように、も注意ですね。
切削時のポイント
芯出しが終わったら実際に目的の径まで切削を行いますがその時のポイントを少し説明します。
ポイント
回転数は普段より抑え目にして加工する
偏芯加工ではワークの重心が中心になく、かつセンタを突けないことが多いので通常の外径加工に比べ遠心力による影響が大きくなります。
偏芯量が大きくなる・回転数を上げるほど影響は大きくなるので注意しましょう。製品の軸が振れたり、チャックの締め付けが弱いとワークが飛んだりします。
ポイント
加工途中までは断続切削になるので切込みを少なくし、送り速度も下げる
加工途中しばらくはワークと刃物が当たったり離れたりする断続切削という状態になります。
下の図でいうとワークの一番低い所が刃物に当たるまでは断続切削になります。
断続切削では荷重の種類として衝撃荷重という力が加わりますので刃先とワークに対する負荷が通常より大きくなります。
したがって切込み量や送りを少なくし、切削面積を減らし、負荷を下げる必要があります。
技能検定では断続切削が終わるまではゆっくりと手送りの方が良いのではないかと思います。
荒加工の時に寸法を攻めすぎると仕上げ直前まで断続切削になるので、中仕上げと仕上げの条件を同じにするなら荒加工時、仕上げ代を十分に持つ必要があります。
おわりに
お疲れさまでした。
今回は偏芯加工での芯出し・切削のポイントを説明させていただきました。少しでも理解の参考になればと思います。
最後のほうに衝撃荷重という言葉が出ましたがこれについても今後記事にする予定です。
今回は偏芯部が1か所の場合で説明をしましたが、偏芯箇所が複数かつそれぞれの位置が決まっているような場合は、
やり方・ポイントが増えますので機会があればこちらも説明できればいいなと思っております。(NCなら比較的苦労はしませんが)
今回は以上になります。
お読みいただきありがとうございました!