お世話になります。
引き続き 技能検定:マシニングセンタの参考っぽい内容です。
作業内容概略はこちらから↓
-

-
技能検定 マシニングセンタの内容と練習時のポイントについて
お世話になります。きり彦です。 前回に引き続き、今回は技能検定・マシニングセンタ作業の 内容と練習時のポイントについてお話しします。 今までと違い 今回は原則1級のみの説明になりますが 2級については ...
続きを見る
今回は実技で行う エンドミルでの加工ができるかの判断についての内容です。
よろしくお願いします
今回の内容
・バックテーパーについて簡単に説明
・検定での考え方・ポイントなど
・実務との繋がり
バックテーパーとは
受験される方は 多くの人がご存知の事と思いますが 簡単に説明させていただきます。
まず通常のテーパーについては 旋盤での内容になりますが 以前記事にしていますので わからないよ、って方はご覧いただければと思います。
-
-
【旋盤】テーパー加工のやり方や角度の計算について
お世話になります。 今回は旋盤作業ではお馴染みのテーパーについてお話しします。 お馴染みと言っても技能検定では角度が決まっているので実際に角度の計算などはしたことがない、という方もおられるかと思います ...
続きを見る
バックテーパーにつきましては 刃先の径が一番大きく、シャンクに向かうにつれて径が小さくなっていく物のことをいいます。
これはドリルやリーマといった他の切削工具でも同様ですので一緒に覚えましょう。
バックテーパーの役割ですが、一般的にはワークとの接触面積の減少による 切削抵抗の低減となっています。
これはドリルやリーマ、エンドミルでの軸方向のみの加工の際の役割としてよく挙げられます。
しかしエンドミルの場合は他の目的もあり、それは 切削時のたわみによる 寸法変化の吸収 であったり 加工後の変形を加味してのものであったりと様々です。
エンドミルは ドリルと違い、円周方向に負荷が大きいのでそこら辺の違いがあります。
技能検定では このバックテーパーの量が適正か の判断を行います。
注意
この記事でのみですが 以後バックテーパーのことをBTと略させていただきます。
マシニングでBTというとバックテーパーのほかに少々紛らわしい時が多いので、この記事だけです。
技能検定でのポイント
H29年の試験を基に作成しています。
提示されるもの
・製品の図面(簡単な形状です)
・エンドミル(現物)
・上記エンドミルで試し加工を行った際の寸法データ
以上が提示されます。ちなみに試験時間は5分となっております。
課題の内容と考え方
今回は 私的+うろ覚え にはなりますが、実際の流れっぽく説明します。
人によっては実務で使うかもしれない内容なので参考になればと思います。
まず製品の図面を確認します。この時 特に寸法公差と幾何公差(設定されていれば)に注目します。
幾何公差は恐らく平行度が出ると思いますが、私が問題を作るなら直角度バージョンの問題も作りますね。
余裕がある方は 直角度についても検討された方が 吉ではないかと思います。
今回の例題では寸法公差を±0.03、平行度を0.01以内と設定しています。
ポイント
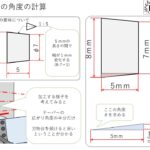
平行度とは を超簡単に (詳しくは今後記事にできればと思います)
・平行度とは指定された直線 または面が どれだけ平行か という指定です
・下図を例にすると 寸法50の間について どこを測定しても 測定値の最大と最小の差が0.01mm以内でなければなりません。
下図左側は 仕上げ加工と同条件で 試し加工を行ったときのデータです。(試験で提示されます)
今回は50mm離れたL1とL2について
L1=49.570 L2=49.600 と設定しています。
それではこのまま仕上げ加工を行って良いでしょうか?
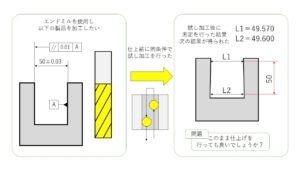
L1とL2の差は0.05mmですのでこのまま加工を続けても 50±0.03のところは頑張れば何とかなりそうですね。
(規格が±0.03つまり最大と最小の差は0.06mmあるので加工可)
しかし平行度の0.01はどうでしょうか?NGになりますよね。つまり現状のままでは加工後に 規格に入る可能性は薄いです。
それでは加工で使った(という検定上の設定)エンドミルを確認してみましょう。
エンドミルは実物が提示されますので マイクロメータを使用して測定します。
この時L1とL2の測定距離は 提示された加工データと合わせましょう。
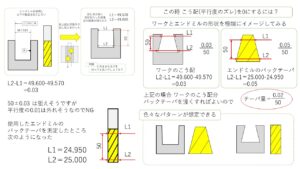
エンドミルを 提示された加工データと同じ50mm間で測定したら
L1=24.950 L2=25.000 になりました。
(今回は私が提示しますが、検定では実際に受験者が測定します。)
今回の場合エンドミルのBTの量は0.05/50となります。
対して製品側のBT量(正確にはこう配量)は0.03/50です。
それでは製品側の こう配を 0 にするためにはエンドミルのBTをいくつに修正すればよいでしょうか?
図を極端に書いてみると分かり易いことと思いますが、製品・エンドミル 共にL2側が大きくなっていますので、
現状のエンドミルより BTを浅く(小さく)しなければいけません。
小さくする量は製品側のこう配 0.03/50となり、こう配を0にするためのエンドミルのBTの量は
(0.05/50)-(0.03/50)=0.02/50 となります。
以上が課題の考え方となります。
今回はどちらも底側が大きいという例にしましたが、製品のこう配やエンドミルのBTについては 様々なパターンが考えられますので
あらかじめ色々なパターンで検討を行っておくと 試験時間に余裕ができます。
(試験時間は5分なので テンパったら結構キツいです。)
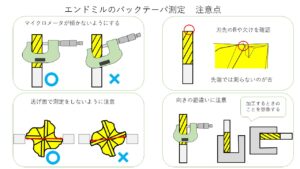
エンドミルの測定は 記事では伝えにくいので お手元のエンドミルを周りの人と測り合ってみていただければと思います。
一応ポイントめいたものは貼っておきます。エンドミルの径測定は結構難しいですよ!
実務との繋がり
エンドミルは加工の特性から 特に短いものについてはBTが付いていないことの方が多いのではないでしょうか。
しかし突き出しが長くなれば話は別で 加工中のたわみが無視出来なくなってきます。
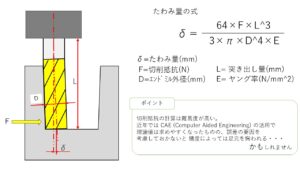
上の図は たわみ量を求める式ですが 突き出し量と外径の影響がかなり大きいものになります。
それぞれL^3 D^4 となっていますので、突き出し量が倍になった場合・径が1/2になった場合でも、
たわみ量に直すと倍ではすみません。8倍と16倍になります。
と言うこともあり、エンドミルの突き出し量と直径を 適切に選択することはかなり重要なのです。
ここら辺の計算は結構難しいですね・・・
個別生産ではともかく、連続生産(日に何十個、何百個も生産するようなやつ)では適切な加工条件・BTの量は品質に大きく影響します。
条件などを考える人も 現場で加工する人も涙ぐましい努力がありそうですね。
(条件設定と実際に加工するのを 分業する会社・同じ人がやる会社 色々あります。)
おわりに
お疲れさまでした。
今回はエンドミルのBTの話から修正量の出し方、実務でのつながりについてお話ししました。
上にたわみの式がありますが切削抵抗を求めるのは結構難しいです。。
実際はCAE(コンピュータがいろいろやってくれるやつ)っていうものがあるので、理論値を出すのはそうでもないのですがね。
素材のハードスポット(異物で一部が硬くなるやつ)や刃物のプリセットの誤差、刃先の摩耗、設備の加工誤差などなど、
外乱になるものが非常に多く そのあたりを考慮できないと コンピュータを使っても泣かされることもあります。
そこらへんが 多くの人が「機械加工は理屈道理にはいかない」と言われる所以なのかもしれませんね。
逆に素材のばらつきや刃物の摩耗、設備のガタなど、すべてを常に監視できれば理屈通りになると言えそうです。
近くそんな日も来るかもしれませんね。(今でも監視するものは多分ありますが導入する予算がががが・・・)
今回は以上になります。
お読みいただきありがとうございました!