お世話になります。きり彦です。
前回旋盤でのねじ切り加工のやり方についてお話ししましたが、今回はねじ切り加工での”切込み”に重点を置いた話になります。
ねじ切りの大まかな流れについては前回の記事を参考にしてください。
-
-
【旋盤】ねじ切りのやり方や注意点など
お世話になります。 今回は旋盤でのねじ切り加工についてやり方などを簡単に説明させていただきます。 技能検定でもねじ切りは難所だと感じている方も多いのではないでしょうか。 ザックリした説明と少し細かいと ...
続きを見る
今回もよろしくお願いします。
今回の内容
・総切込み量について
・切込み方について
総切込み量について
機械設計を行う際やNC旋盤でねじを加工にくらべて普通旋盤では、最悪、総切込み量が分からなくてもねじを切ることができます。
しかしながら一回当たりの切込み量の理想を求めたり、作業を標準化しようと考えた時などには切込み量の計算も大事になってきます。
一般的にメートルねじの角度は60°か55°とされていますが今回は山角度60度のねじを例に総切込み量を考えてみましょう。
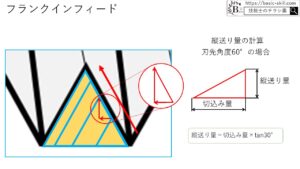
先端角60°の場合よく聞くのがP(ピッチ)×cos30°という式ですが、私は下図の式(ピッチの半分×tan60°)で計算しています。
ちなみに先端角55°の時はピッチの半分×tan62.5°になります。(三角形内角の和=180° 180-(55/2)-90=62.5 )
角度が特殊なねじを切る際も同じような考えでできます。
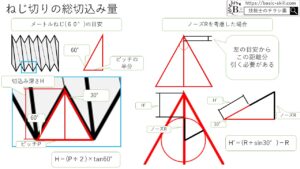
より実用に近づけようと思うと実際は刃先にノーズRがあるのでそれを考慮しなければなりません。(上図の右側)
先端角60°の場合はピッチの半分×tan60°で求めた値からノーズR分の数字を引けばOKです。(55°の場合は計算が必要)
オネジとメネジを組み合わせた時の状態によって計算のやり方が変わるのでそこは検討の必要があります。
普通旋盤では特に、0点合わせやねじ切り前の外径の寸法によっても変化しますのであくまで目安になります。
切込み方の色々
ねじ切りを行う際の切込み方は求められる条件により切込み方が変わります。
大きく4種類に分類されますので紹介します。
ラジアルインフィード
直進法や直角切込みとも呼ばれます。内容としては一番単純で毎回径方向に切り込むだけです。
刃先の両側が同じ量、ワークを削ります。簡単に作業できる反面、他の切込み方に比べ切削抵抗が大きいとされます。
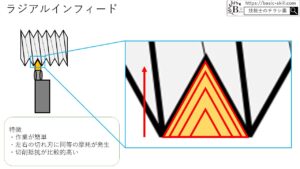
刃先の両側の摩耗が均一になるともいわれますが、必ずそうなるとは限りません。
切削抵抗が大きいのでピッチが大きいねじには不向きですが、技能検定でのピッチ2.5mm(2級)2.0mm(1級)くらいならこのやり方でもなんとかなります。
累計切込み量が増えるにつれ切込み量をだんだん少なくしましょう。
フランクインフィード
斜進法や片刃切込みとも呼ばれます。やり方としては径方向と軸方向どちらにも切込みを行い前回削った面に対し斜めに切り込みます。
切削抵抗が低く、ピッチの大きいねじに対して有利です。半面、普通旋盤では計算がやや面倒くさいです。
切削抵抗は左の刃に集中しますが右刃については常にワークに擦っている状態になるため右刃では逃げ面摩耗が大きくなる傾向にあるそうです。
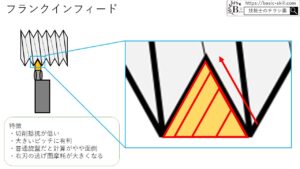
と言ってもこのやり方は汎用旋盤で正確にやろうと思うとかなり難しいです。
径方向の切込みに対する軸方向の切込みを計算するとわかりますが、計算値と同じ数値で確実に切り込むのは殆ど不可能じゃないですかね?
余談ですが私がこういう計算するときは上図の左側のような向きに直すことが多いです(できるだけ掛け算で計算したいので)
修正フランクインフィード
個人的には一番よく使っています。(と言いますか正確なフランクインフィードができないので結果的にそうなるだけなんですが)
正確なフランクインフィードと比べて少し角度を浅く切り込む方法です。
フランクインフィードが右刃の削り量が0なのに対し修正フランクインフィードでは右刃も切削を行います。
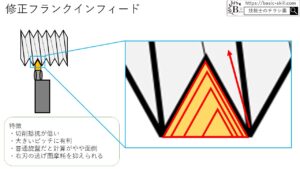
特徴としてはだいたいフランクインフィードと似通っていますが右刃の逃げ面摩耗が抑えられるそうです。(代わりにすくい面が摩耗しますが)
オルタネイトインフィード
アルターネイトインフィードや千鳥切込みとも呼ばれます。ジグザグに切り込んでいく方法です。
普通旋盤では切り込むときの計算はフランクインフィードと変わりませんが機械操作がより面倒になります。
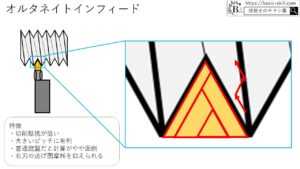
修正フランクインフィードの特徴に加え左右両刃とも同じだけ摩耗させることができると言われていますが、
ここではあえて先ほどと同じく右刃の逃げ面摩耗を抑えられると書いておきます。
ラジアルインフィードと同じく両刃とも同じ摩耗量にするには条件があります。(今回は割愛します)
結局どの切込み方がお勧めなの?
普通旋盤で加工する場合であればピッチが1.5mm以下であればラジアルインフィードがお勧めです。
ピッチが1.5mmを超える場合は荒加工で修正フランクインフィード、仕上げでラジアルインフィード、のように組み合わせて加工するのが良いかと思います。
技能検定ではラジアルインフィードだけで加工する人も結構いますよ。
フランクインフィードで毎回計算するのめんどくさいんだけど、という方へ
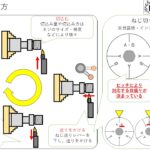
刃物台を旋回させて思考停止でフランクインフィードを行う方法もあります。
毎回計算するのが面倒臭いんじゃ!と感じる方は試してみてはいかがでしょうか。
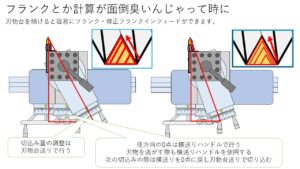
切込みは刃物台で行いますが切り終わったときは横送りで刃物を逃がすので注意してください。
(刃物台送りで逃がしても良いのですが横送りハンドルに比べ刃物台送りハンドルって回しにくいことが多いんですよね・・・)
ちなみにこの方法だと刃先の角度に対して刃物台を正確に旋回させられれば正確なフランクインフィードも可能かもしれません。
おわりに
お疲れさまでした。
今回は様々な切込み方と切込み量の計算についてお話ししました。
こういった計算を行う際は実際に絵にかいてみると考えやすいですよ。
引き続きねじ切りの話になりますが、今度は刃物の視点で考えてみましょう。
今回は以上になります。
お読みいただきありがとうございました!