お世話になります。
今回は旋盤での中ぐり加工(内径切削)についてお話しします。
と言っても今回は殆どバイトの話になりますが、お付き合い下さい。
よろしくお願いします。
今回の内容
・中ぐり加工とは
・中ぐり加工の準備(バイトの準備)
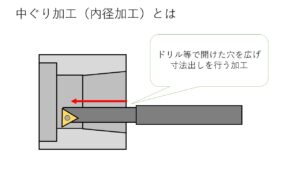
中ぐり加工とは
中ぐり加工とは ドリル等で開けた穴を広げ 寸法出しを行う加工になります。
外径加工とは違い、部品の内側(内径)を切削します。
ドリルで開けた穴に比べ 寸法精度や表面性状が良いのが特徴です。(リーマに比べると条件次第では劣ることもありますが)
また ドリルでの加工は ドリルの外径により 加工する穴の寸法に制限が付きやすいですが
中ぐり加工では大きな穴や中途半端な寸法でも狙うことが出来ます。
加工の特性上、外径加工に比べ バイトのサイズや形状が制限されやすいのが 難点でしょうか。
それではバイトサイズの制限を踏まえ 中ぐり用のバイトについてみていきましょう。
中ぐり加工の準備(バイトの準備)
バイトのサイズ・形状の制限
中ぐり用のバイトは ワークの内径を削る という性質上以下の点に注意する必要があります。
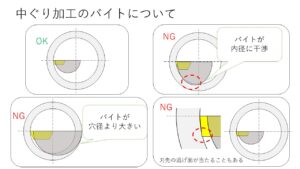
バイトのサイズと内径のサイズ
バイトの径(刃先から背中まで)が 加工を行うワークの内径より小さいことが 条件の一つです。
基本的には バイトのサイズが大きいほど精度やビビりなどの面で有利になりますが、ワークに干渉してしまう場合は加工ができません。
またバイトがワークに入る場合でも サイズがギリギリすぎると 切粉がバイトとワークの間に噛みこんでしまい、傷が入ることもあるので、
できれば 予測される切屑の厚さ分くらいは 余裕が欲しい所です。
逃げ面の干渉
言っていることは 上記とほとんど同じにはなりますが 逃げ面が当たらないことも条件です。
シャンクの底部分は気を付けていても 刃先の逃げ角については 注意を忘れがちになり易いので 説明を分けました。
基本的には バイトを既製品で購入する場合、あまり気を付ける必要はありませんが ハイスの削りだしや 超硬のロウ付けバイトを 使用する場合は特に注意しましょう。
バイトの刃先高さ
バイトの高さとしては 基本的には外径加工と同じで ワークの中心狙いが理想にはなりますが 真に中心を狙うとなると 現実的ではないので
外径とは逆に 高めに設定するのが一般的ではないでしょうか。(低めが良いと言われる方も多いです)
ちなみに私は 逃げ面がワークと干渉するのが怖くて 高めに合わせています。
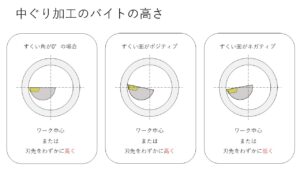
刃先にすくいが付いているバイトに関しては 低めに設定すると すくいが付いている利点が薄れるので バイトの高さは ワーク中心または高めに設定しましょう。
すくい角がネガティブ(上図の右側)の場合は高い・低いどちらでも支障はないと思いますが 刃先がワークの中心より高い場合、
チッピング(刃先の欠け)が起きやすいのでその場合は 低めに設定するのが良いかと思います。
基本的にはハイスでも超硬でも 圧縮強度と比較して 引っ張り強度が低いので
刃先を高くすると 刃先が引っ張られる方向に力がかかりますのでチッピングが起こりやすくなります。
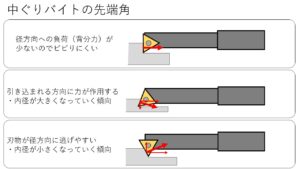
先端角について(横切れ刃角)
外径用のバイト同様 先端角(正式にはおそらく横切れ刃角)も様々なものがありますが、大きく分類すると以下の三種類になります。

図の一番上は切れ刃の角度が90°程度のもので 汎用旋盤でスローアウェイのチップのものでは 一番標準的なものではないでしょうか。
比較的ビビりが発生しにくい特徴があり、止め穴・貫通穴どちらも削ることが出来ます。技能検定を受けられる方は この形状のものを使用される方が多いのではないでしょうか。
図の中段の角度では刃先がワークに潜りもむように切削され、切削時のビビりや仕上げ寸法が径大(直径が大きくなること)になり易いデメリットがありますが止め穴には最適な形状になっています。
図の下段の角度では 止め穴は基本的に向かないものの、ワークとの接触面積が大きく、また 横切れ刃角が90°の場合と比べ同一送り当たりの切屑の厚みが薄くなるという特徴があり 比較的に刃先の摩耗が抑えられ 寿命が長い傾向にあります。
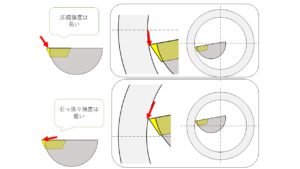
切削時の負荷の向きに注目
先ほど説明した横切れ刃角については 角度によって 負荷を受ける向き(主に背分力)が変わってきます。
ビビり易さや仕上がり径にも影響しますので上記の特徴と踏まえ 刃具の検討を行いましょう。
おわりに
お疲れさまでした。
今回は中ぐり、と言っても主に刃物の話をしましたが、今回の内容以外にも ブレーカーやノーズR、前切れ刃角など様々な要素があります。
刃物はとても奥が深いですね。。
加工したい製品の精度や特徴に合わせて適切な刃物を検討したいところです。実際は有るものを使うしかないパターンが多いですが・・・。
今回は以上になります。
お読みいただきありがとうございました。
後日内径加工のポイントも記事にします。