お世話になります。
今回はフライス盤作業 バイスの平行出しについての やり方やポイントなどをお話しいたします。
基礎的な部分にはなりますが、技能検定の時など 時間に追われながら作業する事もありますので、
技能検定で要求される精度くらいは1~2分くらいで終わるようにしたいですね。
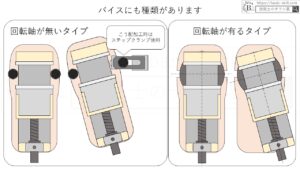
なお、フライス盤で使用されるバイスには回転軸が有るもの・無いもの様々ですが、
今回の記事では回転軸の無いものでの説明を行います。
よろしくお願いいたします。
今回の内容
・バイスの平行出しとは
・どんな時にするの?
・平行出しの手順
バイスの平行出しとは
平行出しとは
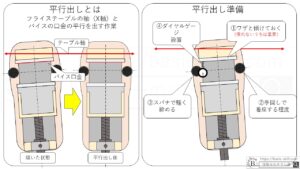
平行出しとは フライスのテーブル軸に対して バイスの口金の平行を出す作業を言います。
人によっては こう配加工後の加工面とテーブル軸の平行を出す時にも使ったりします。
(ワークの この面で平行出し しといてください、とか)
必要なもの
必要なもの
・ダイヤルゲージ
・スパナ(固定を緩めるもの)
・ハンマ(プラ・木製がお勧め)
・(ワーク)
バイスの口金が摩耗している場合や歪んでいる場合は 研磨修正する方が良いですが、
時間が無い時や精度的に緩い場合は、平行が出ているワークや平行台などをバイスに掴んで作業する場合もあります。
※歪みの原因になるので平行台はお勧めしませんが・・・。
どんな時に平行出しを行うの?
作業前に必ず平行確認・平行出しをする人もいれば 全然やらない人もいたりして 結構マチマチな印象です。
作業前に必ず確認・平行出しを行うのが一番良い というのを前提として以下のタイミングで行う事が多いかと思います。
平行出しのタイミング
・誰かが使用した後
・公差が厳しい製品の加工前
・こう配加工後
・作業後・重切削後
・(日常・週点検)
平行出しについて特に決められた基準が無い職場などでは特にですが、誰かが使った後に作業する際は確認がお勧めです。
前の作業者が急いでいて平行出しをしていないケースもあったりします。(後で出すつもりだった、とか)
また、完全に0を出すのは困難、といいますか現実的でないので100mm間で0.01mm以内など職場で基準を決めることが多いと思います。
公差が厳しいものについては平行出しの基準が足りていない場合も多いのでその際は製品規格に合わせて出しなおしたりもします。
加えて製品規格が厳しいものについては荒加工後に平行がズレていないか確認することもあります。
因みに私は製品の公差が緩い場合以外は毎回確認しています。
平行出しの手順
回転軸の無いバイスを例に手順を記載します。(やり方はいろいろあると思いますが)
いまいち慣れない方や毎回時間が掛かる という方は 測定する位置や調整する方向を決めておくのが良いと思います。
準備
①ワザとバイスを傾ける
慣れている人は必要ありませんが不慣れな方は 自分の意志で敢えてバイスを傾けておくのがお勧めです。
特にダイヤルゲージを読むのが苦手な方は 調整する方向が分からなくなる、というケースもありますので。
加えて 傾けるのは毎回同じ方向にしておきましょう。
上の図は大げさに傾けていますが、目測である程度は出しておきましょう。
②バイスのボルトの片方を手締めする
バイスを固定する用のボルトの片方を工具を使わずに締めます。
締めるのは左右どちらでもいいですが毎回同じにするとやりやすいと思います。
理由は後述します。
③もう片方のボルトを仮締めする
先ほど締めたのと逆側のボルトをスパナ等 工具を使用し仮締めします。
本締めしてしまうと調整が出来ません。
具体的な締め付けトルクは言えませんが本締めの20%~30%くらいの印象です。
④ダイヤルゲージをセットする
口金の端付近にダイヤルゲージを当てます。
ダイヤルゲージには『スピンドル式』『テコ式』がありますが不慣れなうちは図のような『スピンドル式』がお勧めです。
バイスのサイズが小さくスピンドル式が入らない場合はテコ式を使用しましょう。
口金の端の方はダレている事もあるので端過ぎるのは微妙かもです。
何故ボルトの片方は手締めにするのか
先述した平行出しの準備でボルトの片方は手締め、もう片方は工具で仮締めと説明しましたがその理由です。
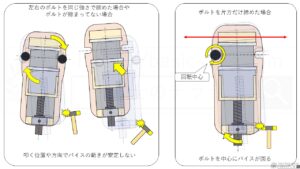
左右のボルトを同じ強さで締めた場合や、ボルトが締まっていない場合は叩く位置や方向で 調整時のバイスの動きが安定しないことが多いです。
ボルトを片方だけ締めると調整時に 締めたボルトを中心にバイスが回ってくれます。(絶対ではありませんが)
先に片方を手締めするのは 先に工具で締めてしまうと バイスの片方が浮いたり浮かなかったり・・・みたいな話があるからです。
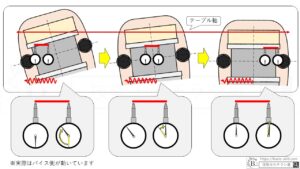
ハンマで叩きながら平行を出す
平行出しを行いますが、測定距離を3分割くらいにして、
①ズレ量・方向確認 ②調整 ③確認+調整 →テーブルを戻しボルトを少し締める →再度確認と調整
みたいな手順がやりやすいと思います。
因みに上図の向きでの調整はダイヤルゲージの目盛りが跳ねる方向での調整になり少々微妙ですが、
個人的にはこの向きが作業し易いです。
テーブルを送る
手送りでも自動送りでもいいです。
自働送りの方が人の動作が少なくなったり、確認・調整が同時に行えたりなどのメリットがあります。
しかし調整量や方向などを考える時間が少なくなるのでその点は注意です。
テーブルの動き出しは テーブルが前後に動く事もあるのでその点も気をつけましょう。(特に設備が古い場合)
ズレ量と方向を確認する(図の左側)
測定距離の3分の1くらいの距離でダイヤルゲージのズレ量と方向を確認します。
ズレ量によって調整する量(ハンマで叩く強さ)を調節します。
(調整量の目安は有りますが次回の記事に分けさせて貰います。)
調整を行う(図の中央)
自動送りの場合はダイヤルゲージの目盛りを見ながらバイスをハンマで叩き位置の調整を行います。
徐々に針の動きが緩やかになるのを確認しながら調整します。
手送りの場合は調整してテーブルを動かすorテーブルを動かしながら調整のどちらでもいいと思います。
どちらにせよダイヤルゲージの針の動きに注目して作業しましょう。
ボルトを徐々に締める
平行が出てきたらボルトを徐々に締めていきます。(平行出しが終わるまでは本締めしない)
準備の際に手締めした方を工具で締め、それより強い力で逆側のボルトを締めます。
100mm間で0.05mmくらいになった頃から徐々に締めていけばよいかと思います。
平行が出て行くに連れ 強く締めていきましょう。
平行が出たらボルトの本締めをする
確認・調整・ボルトの仮締め を繰り返し平行が出たら ボルトの本締めを行います。
本締め後に平行確認を行います。
本締めを行った後に もう一度平行が出ているか確認を行います。
調整時に平行が出ていても 本締め後にバイスが動くことがあるためです。
平行が出ていなければ再度調整を行います。
おわりに
お疲れさまでした。
今回はフライス盤・バイスの平行出しについてのお話でした。
具体的な調整量の目安などにつきましては次回の記事でお話しできればと思います。
全体的なポイントとしましてはバイスの傾きの状態・量を正しく把握する事かなと。
今回は以上になります。
お読みいただきありがとうございました!