お世話になります。
前回に引き続き技能検定:マシニングセンタ 実技のポイントのお話です。
今回は表面粗さの判断と 送り速度の設定についてです。
作業内容概略はこちら↓
-

-
技能検定 マシニングセンタの内容と練習時のポイントについて
お世話になります。きり彦です。 前回に引き続き、今回は技能検定・マシニングセンタ作業の 内容と練習時のポイントについてお話しします。 今までと違い 今回は原則1級のみの説明になりますが 2級については ...
続きを見る
今回もよろしくお願いします。
今回の内容
・課題の内容とポイント
・実務との関係や思うこと
課題の内容とポイント
H29年度の内容を基にしています。
必ずしも同じ課題とは限りません。
課題の内容
以下の2題について問われます。
1テストピースが提示されるので 指で触れる・目視で確認するなどして粗さを判断する。
2狙いの表面粗さの値が提示されるので 確認したテストピースの粗さから狙いの粗さにするためには 送り速度をいくらにすればよいかを問われる。
注意
・試験では 粗さの標準片無しで行います。
練習の時に粗さの感覚を覚えておく必要があります。
問2で提示される条件
・カッターの直径
・カッターの刃数
・主軸回転数
・送り速度
・切込み量
※その他の条件が提示される可能性もあります。
その場合は注意が必要です。(後述)
課題のポイント
先ほども述べましたが 粗さの標準片が提示されません。試験までに覚えておくしかありません。
とは言えRa0.1単位で覚えるなんて そうそう出来るものではないので ある程度は決め打ちします。
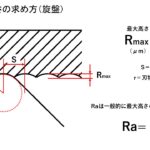
また算術平均Raで問われるのか 最大高さSまたはRzで問われるかが分かりませんので 問題と回答欄を注意しましょう。
一般的な粗さ
算術平均Ra 最大高さS
100 400
50 200
25 100
12.5 50
6.3 25
3.2 12.5
1.6 6.3
0.8
0.4
算術平均と最大高さの関係を覚えておくと 最大高さは覚えなくても良いかもしれません。
詳しくはこちら↓
-
-
【旋盤】送り速度と送り量の違いって?決め方は?粗さとの関係は?
お世話になります。 きり彦です。 今回は送りと表面粗さについて説明します。 ※送りと粗さについては切削速度と違い旋盤とフライス盤で大きく異なる内容もありますので注意してください 今回の内容 ・送り速度 ...
続きを見る
送り速度を求める際は ノーズRが提示されていない場合は 単純に比率で計算すればよいかと思います。
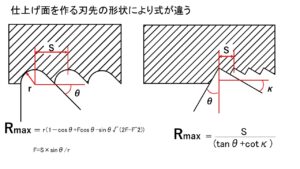
上の図の右側の式から 送り量が倍になれば粗さも倍に、送りが半分になれば粗さも半分になる事が分かります。
例題
・テストピースから判断した粗さはRa25であった。
・現在の送り速度を100mm/minとして、これをRa12.5にするためには 送り速度をいくらにすればよいか?
解き方
Ra25:Ra12.5=2:1 であるので
100:X=2:1 X=(100×1)/2=50
A:送り 50mm/min
注意
・実はカッター直径や回転数などは気にしなくても良いのです。
※提示される条件にコーナーRがある場合は単純に比率というわけにはいきません。
その他の条件についても変化する可能性があるので 課題をよく確認してみてください。
実務との関係など
短いですが本題です。
技能検定では粗さの調整で送りを変化させるような問題になっていましたが、
実務でも必ずそうか と言われると その限りではありません。
送りが同じでも 主軸の回転数を上げたり カッターの刃数を増やせば 1刃当たりの送りは小さくなるので、そちらで対応することもあります。
ビビりの発生や切削抵抗が変化する懸念があるものの ノーズRを大きくすることもあります。
実務では様々な視点で条件を決めなければなりません。
粗さが出ないからと 送り速度を下げてしまうと 加工時間が延び、生産性が下がってしまいます。
かといって1刃当たりの送りを下げようと 主軸の回転数を調整すると 適切な切削速度から外れ 刃具寿命が低下し コスト増となる事もあります。
ならばノーズRを大きくしてはどうかと 刃物を変更してみれば 今度はビビりが発生したり、
刃の枚数(チップの数)を増やすと プリセットに時間がかかったり プリセット誤差で粗さが変化したり・・・
その他にも設備の古さによっては 設備のガタや 高速・低速運転時での振動、
ツールの芯振れや切込み量による ツールのたわみ量の変化などなど。洗い出せばキリがないくらい 様々な要素が組み合わさってます。
汎用機での感覚的な技能も 奥が深いですが、マシニングなどNC機でも同じく技能が必要になる場面は必ずあります。
品質の安定や向上を狙う際は特に 色々な視点から検討を行うのが大切になるのではないでしょうか。
おわりに
お疲れ様でした。
私がマシニングの検定を受けた時は 周りに過去受験された方がおらず情報不足でした。
特に粗さの標準片が無い ということを見逃していたので 当日は頭の中で大騒動でした。皆様もお気をつけください。
試験問題概要を しっかり読み込みましょう!
今回は以上になります。
お読みいただきありがとうございました!