お世話になります。
今回はマシニングセンタのインデックステーブルの芯出しについてお話しします。
通常は設備搬入時 メーカーが保証してくれる事も多いですが、技能検定などでも行う機会があるので覚えておきましょう。
-

-
技能検定 マシニングセンタの内容と練習時のポイントについて
お世話になります。きり彦です。 前回に引き続き、今回は技能検定・マシニングセンタ作業の 内容と練習時のポイントについてお話しします。 今までと違い 今回は原則1級のみの説明になりますが 2級については ...
続きを見る
手順を丸覚え、ではなく それぞれの手順について何のためにその動きをさせるか、と言うところを覚えられると より身につくと思います。
今回は殆ど画像での説明になりますが よろしくお願いします。
今回の内容
・インデックステーブルの芯出しって何?
・芯出しの手順・ポイント
インデックステーブルの芯出しとは
インデックステーブルの芯出しとはテーブルの回転中心に対し 各軸の中心座標を求める作業です。
マシニングをはじめ NC工作機械は数値座標で動きますので 芯が出ていないと加工時の位置ずれの要因となります。
まぁ 実際は加工前にプローブで位置確認をしたり ワーク座標系で補正掛けたりするんですがね。
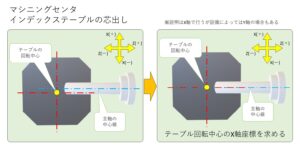
技能検定ではテーブルの回転中心の XまたはY座標を求める と言う作業を行います。
X軸かY軸かは 会場の設備によって違いますのでご確認ください。 今回はX座標の値を求める手順で説明します。
芯出しの手順・ポイント
それでは手順の説明です。基本的には画像をお読みいただければと思います。
技能検定:H29年時点の内容なら同じようにやれば大丈夫かと思います。
手順・ポイント
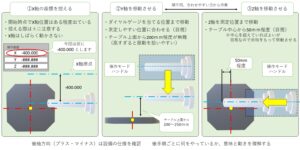
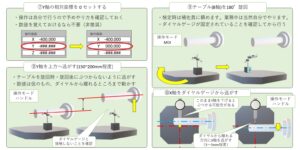
手順1:X軸座標を控える
実務ではだいたい中心位置にX軸を持ってきてからX軸の座標を控えます。技能検定では最初からある程度の位置まで 芯が出ている状態からスタートします。
操作画面のX軸の数値を控えますが ±も忘れずに控えましょう。この時点ではX座標を動かさないように(X軸を動かすのはしばらく後です。)
手順2・3:Y軸とZ軸を移動させる
Y・Z軸を測定しやすい位置まで移動させます。Y軸はテーブル上から200mm程度 Z軸はテーブル中心から50mm出る程度まで目視で送ります。
順番は恐らくどちらからでもよいかと思います。因みに私はZ軸から動かしました。
Zはこの時にしか動かしませんので、Zからやる方が 軸設定の操作が減るのでお勧めです。
テーブルの中心辺りでダイヤルゲージの測定を行うので そのための準備になります。
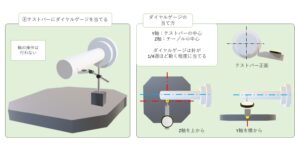
手順4:テストバーにダイヤルゲージを当てる
テストバーにダイヤルゲージを当てます。
Y軸はテストバーの中心、Z軸はテーブルの中心辺りに当てます。
テコ式ダイヤルゲージは当て方に注意しましょう。測定個所に対して角度が付くと誤差の要因になります。
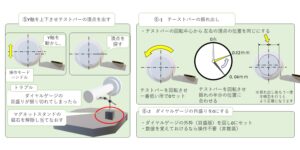
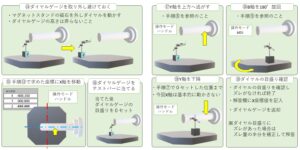
手順5:Y軸を操作しテーストバーの頂点を出す
ダイヤルゲージの設置を目視で行っているため 位置が正確に出ていませんので、Y軸を上下させ頂点を探します。
ダイヤルの針が振り切れてしまったら マグネットベースの磁石をOFFにし位置調整をしましょう。
手順6:テストバーの芯出し
テストバーの回転中心(X軸の中心)に対し テストバーの左右の距離を合わせます。
テストバーを回転させ一番低い所で0セット、そのまま回転させ一番高い所を確認、
その後 振れの半分の位置まで テストバーを回転させます。終わったらダイヤルゲージの目盛りを0セットします。
(振れの一番高い所が Y軸のプラス方向になるようにするのが個人的にお勧めです。どちらでもよいですが)
手順7:Y軸の相対座標を0セットします。
この後Y軸を動かして また同じ位置に戻す という操作を行うので座標値は0セット(オリジン)しておくのが無難です。
操作が分からない方はあらかじめ確認しておきましょう。
数字を覚えられる方は・控えておく方はやらなくてもいいかと思いますが、控える時間とオリジンする時間は対して変わらないかと思います。
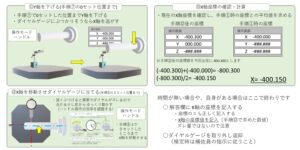
手順8:Y軸を上方向に逃がす
Y軸を150~200mm程度上方向に逃がします。
この後テーブルを旋回させるので その際にテストバーとダイヤルゲージが当たらないようにするための操作です。
数値にこだわらず テストバーがダイヤルゲージに当たらないかを確認しましょう。
手順9:テーブルを180°旋回させる
MDIモードで テーブルを旋回させます。(G60 B180.0 ;) G00やG01より 一方行位置決めの方がお勧めです。
技能検定では補佐員の方に頼めば 代わりにやってくれます(会場によるかもです?)。因みに私は自分でやりました。
ダイヤルゲージのマグネットスタンドの磁石がOFFになっている場合 旋回時にダイヤルゲージが吹っ飛んでいくのでよく確認しましょう。
手順10:X軸を操作しダイヤルゲージからテストバーを遠ざける
この後Y軸を先ほど0セットした位置に下しますが、その際にテストバーがダイヤルゲージにぶつかる場合がありますので、
X軸を逃がします。ちなみに検定時はここで初めてX軸を動かします。
最悪Y軸を下げるときに注意すればよいので 適当に3~5mm程度動かしましょう。
手順11:Y軸を下降させる
手順⑦で0セットした位置までY軸を下げます。これによりダイヤルゲージの測定子とテストバーの中心の高さが合います。
手順⑩でX軸の逃がしが足りない場合は ぶつかるので確認しながら作業しましょう。
手順12:X軸を動かしダイヤルゲージに当てる
X軸を動かし手順⑥で0セットした位置まで テストバーをダイヤルゲージに当てます。
高速でぶつけると ダイヤルゲージがズレる恐れがありますので もう少しで当たりそう・・ってところからはハンドルの倍率を下げましょう。
マシニングなのでバックラッシュは ほぼ無いかと思いますが、当てすぎた場合は一度0.3mm程度戻してからやり直すのが無難です。
手順13:X軸座標の確認・計算
手順⑫まで終わったらX軸の座標値を確認しましょう。芯が完全に出ている場合は手順①で確認した数値と同じになるかもしれません。
検定では手順①と数値が違うと思いますので、現在の座標と手順①の座標の平均値を求めましょう。
検定ではこの計算結果のX座標の値を解答します。(ズレ量ではありません)
芯出し後の確認作業
検定では時間がない方や自信がある方はここで作業終了です。
業務で行う場合や検定時に時間に余裕があり、かつ不安な方は 確認作業をした方が無難かと思います。
その場合はもう一度同じ作業を行うか、下に確認用の手順を貼りますので参考にしていただければと思います。
おわりに
お疲れ様でした。
今回はインデックステーブルの芯出しについてお話ししました。
実務ではあまりやらない作業にはなるかと思いますが、検定では点数配分が大きいとの噂なので、
しっかり練習しましょう。手順を載せましたが 設備によって操作や手順は変わってくるかと思いますので、
あくまで参考程度にしていただければと思います。
余談ですが 私は検定本番の時、時間は余裕がありましたが確認作業はしませんでした。
もし数値がズレていたら それはそれで不安になってしまう性格なので・・・・
今回は以上になります。
お読みいただきありがとうございました!