お世話になります。
最近「アリ溝加工の時短について」聞かれましたので、今回はアリ溝加工について記事にしています。
記事を書く時間が中々取れない(言い訳)ので一旦画像だけ置いておきます。
後日文章の方も更新していきます。(8/15:更新しました。)
よろしくお願いいたします。
と言いましてもアリ溝加工単体で見てみますと時短は考えにくいので、個人的な考え方を記載します。
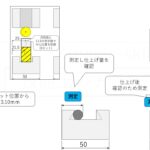
技能検定では測定時に刃物が回転(惰性でも)していると減点になる事があります。
主軸完全停止までは10秒程度かかる場合もありますのでバカになりません。測定が少なくなるように計算などで手順を組み立てましょう。
※図の寸法などは技能検定と違う部分もありますので注意してください。
具体的な手順については次回に回します。
-
-
【フライス盤】アリ溝加工のやり方②(手順など)
お世話になります。 最近「アリ溝加工の時短について」聞かれましたので、今回はアリ溝加工について記事にしています。 記事を書く時間が中々取れない(言い訳)ので一旦画像だけ置いておきます。 後日文章の方も ...
続きを見る
アリ溝の計算や測定
作業時間を減すのであれば測定回数を減らしたり なんとなく目測で切込んだりするのは避ける方が良いです。
その為仕上げの直前までは測定を行わないようにある程度計算をしておきましょう。
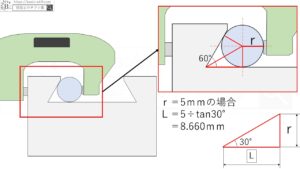
アリ溝底辺の計算
技能検定では寸法の記載がありますが 世の中には一部の寸法しか書いていない場合があります。
またCADとかを使用せず自分で設計して作る場合は計算が必要になりますので、一応底辺の寸法計算を記載しておきます。
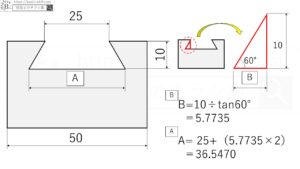
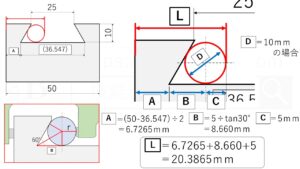
加工開始位置の判断
上辺(今回の例だと25mm)と底面(例:36.547mm)が分かれば、
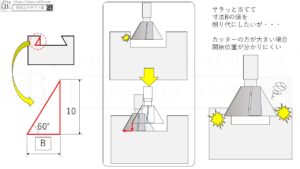
25mm溝加工後に カッターを側面にサラッと5.78mm程度切込んで仕上げれば作業完了となりますが、
カッターが溝幅より大きい場合は開始位置が判断しにくいです。
もちろん作業前にケガキを行って確認しながら作業を行ってもいいのですが目算を誤るなどして加工回数が増えたり、
仕上げが近づいた時にカエリが大きく出てケガキ線が見えにくくなったりもします。
その為 あらかじめエンドミルの直径を測定しておき、エンドミル半径・25mm溝加工後の仕上げ寸法・ワークサイズから計算し、アリ溝の中心位置を判断します。
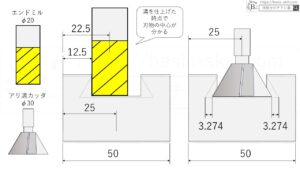
あとはアリ溝カッタの径を踏まえれば アリ溝中心から左右の削り代が分かります。
測定誤差を考慮して仕上げ前には測定を行いましょう。
アリ溝の測定
技能検定の場合、アリ溝の測定にはピンゲージを使用します。
技能検定では仕上げ寸法を暗記して臨む方も多いかとは思いますが、試験前にメモが出来ませんので計算方法も覚えておくのがお勧めです。
計算のやり方は以下の通りです。
6面体の仕上げ寸法を考慮する必要がありますので、6面体仕上げ(今回の例だと50mm)でしっかりと寸法を狙っておくと良いかと思います。
今回は以上になります。
お読みいただきありがとうございました!