お世話になります。
前回に引き続き技能検定:切削工具研削の内容になります。
-
-
【切削工具研削】ホルダの水平出しのポイント
お世話になります。 以前(23年1月)技能士のチラシ裏宛てに届いたご質問などに返答する記事を書きました。 記事内で以下のような内容がありました。 この質問自体は友人のアリさんからのいたずら、賑やかしだ ...
続きを見る
今回は測定の回数やタイミング、丸研作業の検討についてお話しいたします。
短い内容にはなりますが宜しくお願い致します。
(今回も分かる人が分かっていただければ・・という内容です。)
技能検定:切削工具研削のポイント
今回も友人のアリさんにご協力を頂いております。
測定の回数について
切削工具研削においては 凡そほとんどの部位の測定回数は3回に抑えたい感じです。(アリさん談)
振れや一般公差部分など例外はあります。
事前・作業中に計算を行えば ほとんどの部位を2回で済ますことは出来るそうですが、
計算するより測定の方が早いこと・勘違いで削りすぎが発生しやすいことから3回といったところ。
測定のタイミング
基本的には以下の3回になります。
・荒加工(または両刃にサラッと当たるまで)
・仕上げ前
・仕上げ後の確認
外径部の丸研を例にもう少し具体的にお話しします。
荒加工(または両刃を砥石にサラっと当てる)
各丸研部の対角に2枚の刃が付いていますが、振れが出ていないので両刃がサラッと当たるまで切り込みます。
その後測定を行い削り代を確認します。
この時角度やバックテーパの具合なども確認します。
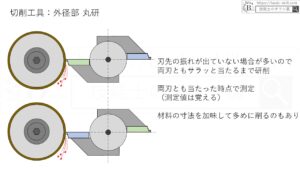
この時サラッと削るだけでなく材料の寸法を加味して多めに削ってもいいそうですが、あまり時間的な差はないそうです。
後述しますがホルダを回して両刃を交互に削るのではなく、キリの良い数値まで片方ずつ削ってもいいです。
(最後は同じ目盛りで当たるようにしましょう)
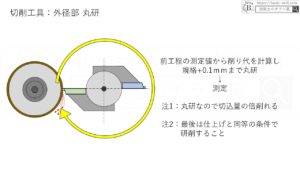
仕上げ前
先ほどの工程でバックテーパなどを修正する必要があれば修正を先に行います。
両刃ともサラッと砥石を当てて数り代を確認したら狙いの寸法+0.1mm程度になるまで削ります。
砥石の切込み量と実際に削った量が合っているかなども確認しましょう。
どうしても削りすぎなどが怖い人や、バックテーパや角度が上手い具合に出ていない場合は追加で間に測定を入れましょう。
測定3回はあくまでお勧めである、というだけでございます。
仕上げ前の最後は 仕上げと同等の条件で研削を行いましょう。
仕上げ
仕上げ後には確認のため寸法を測りましょう。
自信がある方でも何が起こるか分かりませんので測定を強くお勧めします。
仕上げ前測定の時点で仕上げと同等の条件で研削を行っていない場合0.01~0.02mmくらい平気でズレることもあるようです。
・スパークアウトの回数
・砥石の当て方(交互に当てる)
・切込み量
この辺りが統一出来ているか確認しましょう。
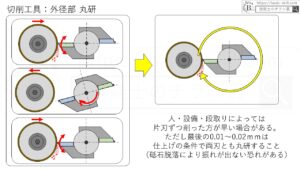
丸研時の時短(状況による)
丸研時には両刃を交互に研削するやり方と片刃ずつ別々に研削するやり方があります。
人・設備・段取りによっては 片刃ずつ研削した方が早い場合もあるようです。
ただし仕上げ前には仕上げと同等の条件で両刃とも交互に研削しましょう。
ワークヘッドを使用し、片持ちの状態で作業する場合は振れが発生しやすい傾向があるようなので、
テールストック使用や両センタなども検討に入れておきましょう。(設備に依って使える治具も変わります)
短くなりましたが 今回は以上になります。
お読みいただきありがとうございました!
検定関係以外にも生産管理やOJTなどの質問も溜まっているのでそろそろ記事にしていきたいものです・・。
(普段はご贔屓様 個別でお返ししています。)