お世話になります。
以前(23年1月)技能士のチラシ裏宛てに届いたご質問などに返答する記事を書きました。
-
-
ご質問へのコメント返し:資格・検定関係(お問い合わせ・コメント欄)
お世話になります。 最近 公私共にバタバタしており、記事の更新やお問い合わせ・コメントなどへの返信が滞っております。 ご贔屓様へは申し訳なく・・・。 今回は寄せられたご質問の中から、資格 ...
続きを見る
記事内で以下のような内容がありました。
この質問自体は友人のアリさんからのいたずら、賑やかしだったのですが、
ブログをお読みいただいているご贔屓様からも同じような質問が来ましたので少しばかりお話をしようかと思います。
というわけで技能検定【切削工具研削】1級の、ホルダの水平出しについてお話しします。
今回は分る人だけ分かってくれたら・・・という内容になっています。(アリさんに協力を頂いております)
全体的な解説は無いのか
権利に配慮して技能検定の図面や問題をそのまま記事に載せることは控えております。
普段はワークの形状を変えたり単位作業に分解したり、通常の業務でもやる内容を「検定の時はこうですよ」みたいな感じで付け加えてお伝えしております。
切削工具の場合ワーク形状がやや特殊なため代替えの図面が用意しにくく、ポイントのみとなっています。
今回はワークを簡略化した図を作っています。
技能検定:切削工具研削のポイント
正しくは工作機械用切削工具研削と言うそうです。受験票を書く際に大変そうですね。
全体的なポイント
段取りや測定など、実際にワークを加工していない時間が多いです。
旋盤やフライスなどに比べても その比率は顕著だそうで、標準時間3時間に対して実際にワークを削っている時間は30分を切る人もいるそうです。
旋盤などでも言えることですが、
・段取り時間(位置決めなど含む)
・測定・確認時間
これらに対しての練習が重要になる感じですね。
今回は段取りの1つ、水平出しについての内容です。
ホルダ水平出しのポイント
水平出しとは
研削盤のテーブル・砥石軸の前後の軸に対してワークの水平を出す作業です。
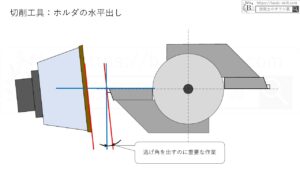
刃物の逃げ角を出すのに重要な作業となります。
すくい面を研削した時のホルダの角度と、逃げ面研削時のホルダの角度がズレると逃げ角が公差に入らない場合が出てきます。
作業内容とポイント
前回フライス盤のバイスの平行出しについてお話ししましたが、
-

-
【フライス盤】バイスの平行出しのやり方とポイント①(手順について)
お世話になります。 今回はフライス盤作業 バイスの平行出しについての やり方やポイントなどをお話しいたします。 基礎的な部分にはなりますが、技能検定の時など 時間に追われながら作業する事もありますので ...
続きを見る
同じ要領でホルダの平面部をダイヤルゲージで測って水平を確認します。
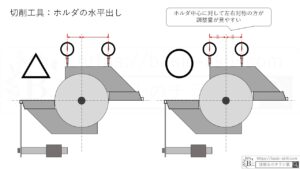
測定面の距離がホルダ中心に対し左右非対称になるそうです。
以前の記事でも触れましたが中心に対し 左右対称に距離を取って測定する方が 調整量の判断を行いやすいのでお勧めです。
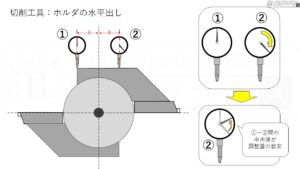
上図のように中心に対し同じ距離を測定するようにし、ダイヤルゲージの振れの中間付近が 調整量の目安になります。
(ある程度は誤差が出ますが)
ダイヤルゲージで測定する距離が長い方が精度的には有利になりますので、最後は両端付近までダイヤルゲージを当て確認を行いましょう。
Q:ホルダ自体の平行が出ていない場合は?
ホルダ自体の平行度が出ていない場合や、ホルダを毎年使い回した結果平面度が出ていないケースがあるようです。
新品のホルダでも図面的に水平出しで使う面の平行については保証されていないようなので十分にあり得ることです。
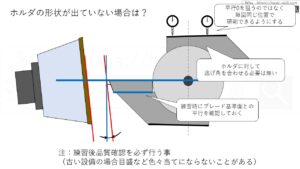
受験される方にしか伝わらないかと思いますが、ブレード取り付け面と水平出しで測定する面の平行を確認して、
ブレードの取り付け面を基準に水平出しを行うのが良さそうです。(確証は得ませんが)
水平出しをどの面でどの程度行ったかを控えておき、練習後に狙いの角度になっているかの確認を必ず行いましょう。
加えて水平出しは 毎回同じ面で行うようにするのがお勧めです。
時間短縮について
ホルダの水平出しは なるべく精度を出そうとするあまり かなり時間をかけて作業される方もおられる印象です。(アリさん談)
製品の公差に対してどこまで雑にやっていいかを計算しておくことをお勧めします。
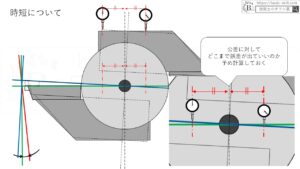
具体的な数値はホルダの平行具合等によっても変わるため記載するのは差し控えます。
また計算値に対してギリギリを狙うのは他の段取り(砥石の角度変更など)の誤差を拾う事もあるのでお勧めしません。
計算値の数分の1程度に留めましょう。
こちらも出来上がりの製品の測定を忘れずに行いましょう。
今回は以上になります。
次回は測定回数と丸研のやり方についてお話しいたします。
お読みいただきありがとうございました!